ENHANCING PRODUCTIVITY
AND MINIMIZING WELDING DEFECTS IN STEEL
MESH MANUFACTURING THROUGH
THE IMPLEMENTATION OF A PHYSICAL
POKA-YOKE DEVICE
Jesús Cruz Garza Moreno*
https://orcid.org/0000-0002-3280-7197
Luz Idalia Balderas García
https://orcid.org/0000-0002-8187-3203
Yadira Aracely Fuentes Rubio
https://orcid.org/0000-0002-7385-9794
Azahel Treviño Villegas
https://orcid.org/0009-0007-5895-6899
Lourdes Yajaira García Rivera
https://orcid.org/0000-0001-5985-405X
Unidad Académica Multidisciplinaria Reynosa-Rodhe,
Universidad Autónoma de Tamaulipas, México
Received: February 24, 2026 / Accepted: April 8, 2026
Published: June 15, 2026
doi: https://doi.org/10.26439/ing.ind2026.n50.8628
ABSTRACT. This study assesses the implementation of a physical poka-yoke device on an electric welding machine used for producing steel mesh wire production at WMC (Wire Mesh Corp). The goal is to eliminate defects caused by improper transverse wire insertion and to enhance productivity. A quantitative field study was conducted using Lean Manufacturing methodologies, including the 5 Whys technique for root cause analysis and structured checklists for continuous monitoring. This poka-yoke device was engineered to reinforce the transversal support mechanism, thereby ensuring wire stability and preventing deformation during welding. The results demonstrated a 100 % elimination of defective meshes and a 23,68 % increase in productivity. Prior to the implementation, defect rates averaged 39,5 % per shift, accompanied by recurrent machine downtime. Following the installation, all produced meshes adhered to quality specifications, with no defects detected during the evaluation period. These findings affirm that simple, cost-effective error-proofing mechanisms can significantly optimize manufacturing processes within the steel industry, providing a replicable framework for future industrial poka-yoke applications.
KEYWORDS: poka-yoke / electric welding / five whys / productivity / optimization / lean manufacturing
IMPLEMENTACIÓN DE UN DISPOSITIVO DE POKA-YOKE
PARA REDUCIR DEFECTOS DE SOLDADURA Y AUMENTAR
LA PRODUCTIVIDAD EN UN PROCESO DE FABRICACIÓN
DE MALLA DE ACERO
RESUMEN. El presente estudio expone la implementación de un dispositivo poka-yoke en una máquina de soldadura eléctrica para fabricación de malla de acero con el objetivo de eliminar defectos por inserción incorrecta del alambre transversal y optimizar la productividad. Mediante un enfoque cuantitativo de campo, se aplicaron herramientas de manufactura esbelta: 5 porqués para el análisis de causas raíz y listas de verificación para el monitoreo. El dispositivo reforzó el soporte transversal, previniendo deformaciones durante la soldadura. Los resultados mostraron una reducción total de mallas defectuosas y un incremento del 23,68 % en productividad. La tasa de defectos, que antes era del 39,5 % por turno, se redujo a cero, cumpliendo todas las mallas con especificaciones de calidad. Con ello, se confirma que soluciones poka-yoke simples y rentables mejoran procesos industriales en el sector del acero.
PALABRAS CLAVE: poka-yoke / soldadura eléctrica / cinco porqués / productividad / optimización / manufactura esbelta
This research received no external funding.
* Corresponding author.
Author e-mails in order of appearance: [email protected]; [email protected]; [email protected]; [email protected]; [email protected]
This is an open access article distributed under the terms of the Creative Commons Attribution 4.0 International License (CC BY 4.0).
INTRODUCTION
The steel industry significantly contributes to global infrastructure development, particularly through the utilization of electro-welded steel mesh as reinforcement in various construction projects, including floors, pavements, bridges, and buildings (Arroyo et al., 2021; Carrillo et al., 2019). Electro-welded mesh comprises corrugated or smooth steel wire rods that are joined through resistance welding to create a grid structure, which enhances the structural strength and stability of reinforced concrete systems (Miranda-Giraldo et al., 2024). Its high strength-to-weight ratio and mechanical reliability render this material an indispensable component in contemporary construction applications that demand durable and efficient structural reinforcement (Dorota Rymaszewska, 2014).
A critical requirement in the production of electro-welded mesh is maintaining dimensional accuracy and proper weld integrity, as these characteristics directly influence the structural performance and safety of construction elements (Chattopadhyay et al., 2011). However, ensuring consistent welding quality is challenging in industrial environments, particularly when production involves varying wire diameters and mechanical loads. In such instances, process variability and mechanical limitations can result in misalignment, defective welds, and production interruptions, ultimately leading to increased operational costs and material waste.
Beyond the operational challenges, manufacturing defects in steel reinforcement materials present significant broader implications. From an industrial perspective, welding defects lead to increased production inefficiencies, generate scrap, and result in frequent machine stoppages that diminish productivity. Environmentally, defective products contribute to excessive consumption of raw materials and energy, undermining the growing emphasis on sustainable manufacturing practices. Additionally, enhancing the reliability and quality of structural reinforcement materials plays a crucial role in promoting the safety and durability of civil infrastructure systems.
Lean Manufacturing principles have gained widespread adoption as organizations seek to address production challenges by minimizing waste and enhancing process reliability. Among these principles, the poka-yoke (error-proofing) methodology--originally developed by Shigeo Shingo within the Toyota Production System--emphasizes preventing errors at their source through simple, cost-effective mechanisms (Saurin et al., 2012). Poka-yoke devices are specifically designed to either prevent incorrect operations or immediately detect deviations, thereby facilitating corrective actions before defects propagate through the production system (Dudek-Burlikowska & Szewieczek, 2009). In contrast to traditional quality control methods that rely on post-process inspection, poka-yoke systems strive to achieve “zero defects” by incorporating error prevention directly into the production process.
The use of poka-yoke techniques has been extensively documented across various manufacturing sectors, including automotive, electronics, and assembly systems, where error-proofing mechanisms effectively reduce defect rates and enhance operational performance (Alexander et al., 2019; Komkowski et al., 2023). However, despite the wealth of literature on poka-yoke applications, research on its implementation in heavy steel manufacturing processes remains relatively sparse, particularly for the production of electro-welded mesh formed from large-diameter wires. This gap in research is significant, given the mechanical complexities associated with welding thick-gauge steel wires and the potential productivity losses stemming from process errors in such environments.
This study investigates a specific production problem at a WMC manufacturing facility in The Woodlands, Texas. The facility’s electro-welded mesh production, which utilizes 13 mm transversal wires, has encountered frequent welding defects and recurring machine stoppages. The root cause of these issues is linked to the deformation of the transversal support mechanism during the manual insertion of thick wires, leading to misalignment and defective welds. Consequently, the production process has suffered significant productivity losses, characterized by frequent machine interruptions and elevated defect rates.
To address this issue, this research proposes the design and implementation of a physical poka-yoke device specifically engineered to prevent deformation of the transversal support mechanism during the insertion of the wire. By reinforcing the mechanical stability of the support structure, the proposed device ensures proper wire alignment during welding operations, thereby eliminating the principal source of defects.
The objectives of this research are as follows:
- To design and implement a physical poka-yoke device capable of preventing deformation of the transversal support mechanism during the insertion of thick steel wires.
- To eliminate welding defects associated with misalignment in the production of electro-welded mesh.
- To enhance overall production efficiency by reducing machine downtime.
- To contribute empirical evidence to the existing literature regarding the efficacy of simple mechanical poka-yoke solutions in heavy manufacturing environments.
This study addresses a practical industrial challenge by applying Lean Manufacturing principles, thereby making significant contributions to both academic literature and industrial practice. The findings illustrate that simple, low-cost error-proofing mechanisms can substantially enhance process reliability and productivity within steel manufacturing environments. Furthermore, the results provide a replicable framework for implementing poka-yoke solutions across various manufacturing contexts where mechanical limitations often lead to defects.
LITERATURE REVIEW
Poka-yoke, a Japanese term that translates to “mistake-proofing,” represents a philosophy and a set of techniques formulated by Shigeo Shingo as an integral component of the Toyota Production System (Saurin et al., 2012). The core principle of poka-yoke involves the prevention of defects through the design of devices or mechanisms that economically mitigate human or process errors, thereby avoiding the production of defective products (Alexander et al., 2019). In contrast to traditional quality systems that emphasize inspection to identify failures post-occurrence, poka-yoke promotes “inspection at the source.” This approach facilitates immediate feedback and corrective actions, effectively halting processes the moment an abnormality arises. Consequently, poka-yoke emerges as a fundamental tool within lean manufacturing, aligning with the goals of achieving zero defects and eliminating waste (Dudek-Burlikowska & Szewieczek, 2009).
The existing literature classifies poka-yoke systems in several ways to enhance their understanding and application. One of the most prevalent classifications, based on function, distinguishes between control methods and warning methods (Komkowski et al., 2023). Control methods represent the most robust approach, as they halt the process entirely upon detecting an error, thereby physically preventing the progression of the defective part. Conversely, warning methods employ signals, such as lights or alarms, to notify the operator of an abnormality, relying on their intervention to rectify the issue. Another classification that focuses specifically on detection identifies three main approaches: the contact method, which verifies the presence of a physical attribute; the step or motion method, which confirms that a specific number of actions have been executed; and the fixed-value method, which utilizes sensors to count the repetitions of an operation or validate parameters (Cerchione & Esposito, 2016). The versatility of these classifications enables the adoption of poka-yoke devices to both existing processes, where defects are already identified, and new processes, where designers must proactively anticipate potential failures (Dudek-Burlikowska & Szewieczek, 2009).
The adoption of poka-yoke has significantly increased across various industrial processes, particularly in the automotive and electronics industries. This study specifically examines welding processes, where researchers have reported notable improvements. Wan Saidin and his colleagues (2015) created a “roller coaster” style jig for nut welding operations. This innovation successfully eliminated alignment errors during the evaluation period and resulted in an impressive 98 % reduction in downtime costs. More recently, Cosme-Rodriguez et al. (2025) implemented an Internet of Things (IoT)-based poka-yoke system to monitor spot welding stations in the manufacturing of electrical transformers. Their integration of sensors and microcontrollers resulted in defect rates approaching zero, underscoring the effectiveness of digital solutions. These cases illustrate a clear contrast with purely mechanical solutions and emphasize the extensive range of possibilities that poka-yoke presents, from straightforward implementations to advanced technological applications.
The evolution of the concept has facilitated its integration with Industry 4.0 technologies. Emerging literature indicates that combining poka-yoke with the analysis of large volumes of data, commonly referred to as big data, enables the proactive identification of error patterns and facilitates real-time process optimization (Gupta et al., 2020). This synergy not only allows for prompt reactions to errors but also enhances the ability to predict conditions that may lead to their occurrence. Despite these digital advances, practitioners in the field and various scholars concur that the most effective poka-yoke solutions are those characterized by simplicity, cost-effectiveness, and adaptability to the specific conditions of each process, without necessitating significant modifications to existing equipment (Dudek-Burlikowska & Szewieczek, 2009; Saurin et al., 2012).
Finally, the successful implementation of poka-yoke is intrinsically linked to various problem-solving and continuous improvement tools characteristic of Lean Manufacturing. Conducting root cause analysis, particularly through techniques such as the “5 Whys,” serves as a fundamental preliminary step in designing devices that address the root of problems rather than merely their symptoms (Helo et al., 2025). Furthermore, the long-term sustainability of improvements relies on fostering a culture of quality wherein operators actively engage in maintaining mistake-proofing systems, often through the use of checklists that institutionalize preventive inspection routines (Cerchione & Esposito, 2016; Garza Moreno et al., 2024). This research builds upon this established conceptual framework, applying poka-yoke principles to an area with limited specific documentation—the manufacturing of electrowelded steel mesh with large-gauge wire. This approach demonstrates how a systematic approach combined with the implementation of simple physical devices can yield substantial enhancements in both quality and productivity.
METHODOLOGY
This study employs a quantitative field research approach using a before-and-after quasi-experimental design, conducted in a real industrial production environment. This research design enables the evaluation of the impact of a process intervention by comparing key operational indicators before and after implementing the poka-yoke device, all while maintaining comparable operating conditions within the production system.
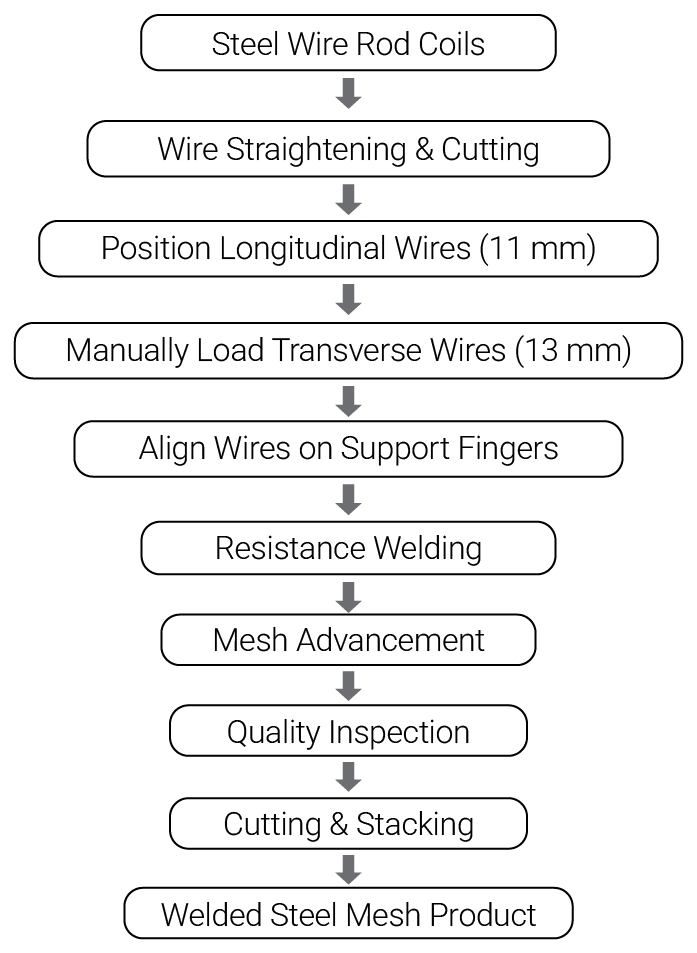
The research took place in a steel mesh manufacturing facility operated by WMC in The Woodlands, Texas, where electro-welded mesh is produced using a Beaumont MEP#1 resistance welding machine (Model D20X08). The focus of the study centers on the production of meshes crafted with 13 mm-diameter transverse steel wires, which have been linked to frequent welding defects and recurrent machine stoppages caused by insertion misalignment. The following figure (Figure 1) illustrates the general production flow of electro-welded steel mesh utilizing the Beaumont welding machine.
Figure 1
Steel mesh production process using Beaumont MEP#1
Research Framework
The methodological structure of this research adheres to a six-phase improvement framework, adapted from Lean Manufacturing implementation models commonly utilized in studies of industrial process improvement (Buer et al., 2020). This framework entails integrating problem identification, root cause analysis, solution design, and performance monitoring to facilitate a systematic implementation of the poka-yoke system.
Table 1
The six phases of the framework are summarized in this table
|
Phase |
Description |
|
Phase 1 |
Documenting the problem through production records and machine downtime logs. |
|
Phase 2 |
Conducting root cause analysis using the 5 Whys technique. |
|
Phase 3 |
Evaluating and selecting alternative solutions. |
|
Phase 4 |
Designing the mechanical components of the poka-yoke device. |
|
Phase 5 |
Installing the device and implementing a pilot program. |
|
Phase 6 |
Monitoring and standardizing processes using operational checklists. |
This structured approach ensures that the proposed solution targets the root cause of the problem rather than merely its symptoms, a fundamental principle of Lean Manufacturing methodologies.
Root Cause Analysis
To identify the underlying cause of the welding defects observed in the production process, we conducted a 5 Whys root cause analysis. The 5 Whys technique serves as a widely utilized problem-solving tool within Lean Manufacturing, employing iterative questioning to trace operational problems back to their fundamental causes (Helo et al., 2025).
Through this structured questioning process, the analysis revealed that the primary cause of the defects was the deformation of the transversal support fingers during the insertion of 13 mm steel wires. The original support structure, designed for smaller wire diameters, lacked sufficient mechanical resistance for the thicker wires, leading to misalignment prior to welding. The complete 5 Whys analysis is presented in Table 2.
Table 2
Implementation of the 5 Whys
|
Why level |
Question |
Answer |
|
Why 1 |
Why were the transverse wires misaligned? |
The support fingers that held the transverse wires were deforming prior to welding. |
|
Why 2 |
Why were the support fingers deformed? |
The weight and rigidity of the 13 mm transverse wires surpassed the mechanical capacity of the original supports. |
|
Why 3 |
Why did the supports fail to withstand the load of the 13 mm wires? |
The original support design was intended for smaller wire diameters and lower mechanical loads. |
|
Why 4 |
Why was the original design still employed for larger wire diameters? |
The machine had not been structurally adapted following the transition to thicker wires. |
|
Why 5 |
Why was no modification made to the support system? |
The requirement for reinforced supports had not been identified during the transition process to larger wire diameters. |
Design and Implementation of the Poka-Yoke Device
Based on the findings from the root cause analysis, we designed a mechanical poka-yoke solution to prevent deformation of the transversal support mechanism during wire insertion. This device consists of a reinforced structural steel bracket with a thickness of 6 mm, which we installed on the original support structure using high-strength bolts.
Featuring an inverted L-shaped geometry, the device enhances structural rigidity at the critical point where the transversal wire rests prior to welding. This reinforcement effectively prevents the support from bending during the manual insertion of thick wires, ensuring the wire remains aligned with the welding electrodes.
The poka-yoke functions as a control-type error-proofing mechanism, physically preventing incorrect positioning of the wire rather than merely issuing a warning to the operator. This design aligns with the classification proposed by Shingo’s poka-yoke framework, where control methods offer more robust error prevention compared to warning-based systems.
We installed the device during scheduled machine maintenance to minimize production disruptions. Following the installation, we conducted a pilot production shift to verify its operational effectiveness prior to entering the formal monitoring phase.
Data Collection
Both statistical and operational considerations informed the selection of 30 shifts for each observation period. From a statistical perspective, a sample size of n = 30 is widely regarded as sufficient to invoke the Central Limit Theorem (CLT), which asserts that the sampling distribution of the mean approximates a normal distribution, irrespective of the underlying population distribution, provided the sample size is sufficiently large (Chang & Lee, 2017). This principle facilitates the application of parametric statistical tests and ensures that the sample mean serves as a reliable estimate of the population parameters. The CLT threshold of n ≥ 30 has been extensively utilized in industrial engineering research, particularly in quasi-experimental designs that evaluate process improvements in manufacturing environments (Cha & Cho, 2015).
From an operational viewpoint, the 30-shift period corresponds to a complete production cycle within the facility’s scheduling system, thereby capturing the full range of natural process variability, including changes in operator shifts, variations in material batches, and alterations in routine machine conditions. This approach is consistent with established methodological practices in Lean Manufacturing research, where pre- and post-intervention comparisons typically employ sample sizes of 25 to 35 production cycles in order to ensure representativeness and statistical validity (Quiroz-Flores et al., 2023; Saurin et al., 2012). Consequently, the selected sample size provides adequate statistical power to detect meaningful differences in defect rates and productivity while also maintaining practical feasibility within the industrial setting.
Productivity Measurement
To calculate process productivity, we used the following equation:
 (1)
(1)
This metric quantifies the number of meshes produced per hour and serves as the primary operational indicator for evaluating performance improvements resulting from poka-yoke implementation.
The calculation of the percentage improvement in productivity was conducted using the following formula:
 (2)
(2)
Where:
- P_before represents average productivity before the implementation.
- P_after represents average productivity after the implementation.
Data Analysis
The research team employed descriptive statistical methods to analyze differences in production performance before and after the implementation of the poka-yoke device. Key indicators assessed include:
- average production per shift.
- defect rate per shift.
- machine downtime associated with transversal wire insertion errors.
- productivity measured in meshes per hour.
These indicators facilitate an assessment of the operational impact of the poka-yoke system on both quality performance and production efficiency.
This analysis provides empirical evidence regarding the effectiveness of the proposed error-proofing mechanism in eliminating welding defects and enhancing productivity within the steel mesh manufacturing process.
RESULTS
Based on the research conducted through the application of the 5 Whys technique, we found the root cause to be insufficient mechanical strength of the supports to handle 13 mm wires. This section will detail the results obtained from implementing the poka-yoke system within the project.
Upon identifying the root cause, we implemented a physical control poka-yoke to prevent the error rather than merely providing a warning. This implementation method physically reinforces the support to maintain the correct position. The device consists of a 6 mm thick steel reinforcement that is affixed to the existing supports using high-strength bolts. Its inverted “L”-shaped design offers additional rigidity at the critical point where the 13 mm wires rest, effectively acting as a “stop” that prevents bending deformation during manual wire insertion.
The operating principle was to maintain the original geometry of the reinforced support when inserting the transverse wire. This is to ensure the wire is exactly in the predetermined position for welding. Should the operator try to force the wire out of position, the inherent rigidity of the device would physically obstruct such a movement.
For the research results, the study employed a production line for welded wire mesh utilizing a Beaumont machine welder MEP#1, model D20X08, at the WMC company in Woodland, Texas.
Observations prior to the implementation of poka-yoke revealed an average production of 84 meshes over an 11-hour shift, yielding only 52 finished products. This resulted in 34 defective meshes, reflecting a defect rate of 39,5 % per shift (34/84 = 0,395), indicating that approximately 2 out of every 5 meshes produced exhibited welding defects. Following the implementation of poka-yoke, the average production increased to 104 meshes with no defective items reported.
Implementation Outcomes
The installation of the physical poka-yoke device proceeded successfully without necessitating modifications to other machine components. The implementation yielded favorable outcomes, as it effectively eliminated 100 % of the main issue. Prior to its implementation, the production process resulted in a significant number of poorly welded meshes; specifically, for every five meshes produced, two contained errors. Additionally, the process led to lost time due to inadequate wire insertion, which caused machine stoppages.
Poka-yoke implemented
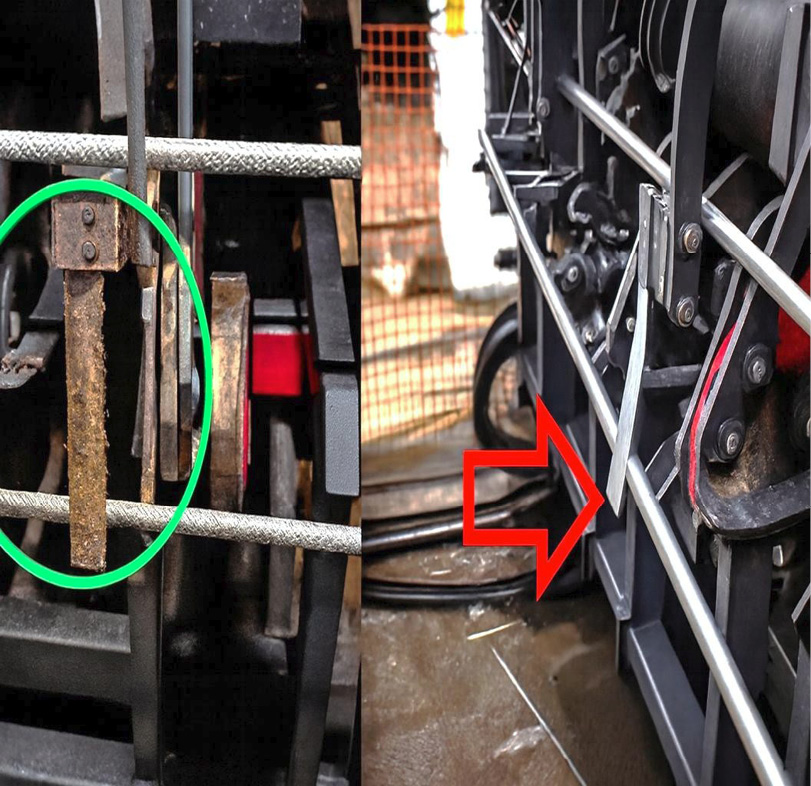
The implementation of the poka-yoke was executed successfully without altering the machine’s operation, and personnel visually verified that the transverse wire was positioned appropriately for insertion, as illustrated in Figure 2.
Figure 2
Poka-yoke implementation on the Beaumont welder machine
Test
To assess the functionality of the implemented device, it is essential to conduct a pilot test. This approach enables the verification of error-free operation throughout an entire shift, leading to the manufacturing of a finished product that meets the required specifications.
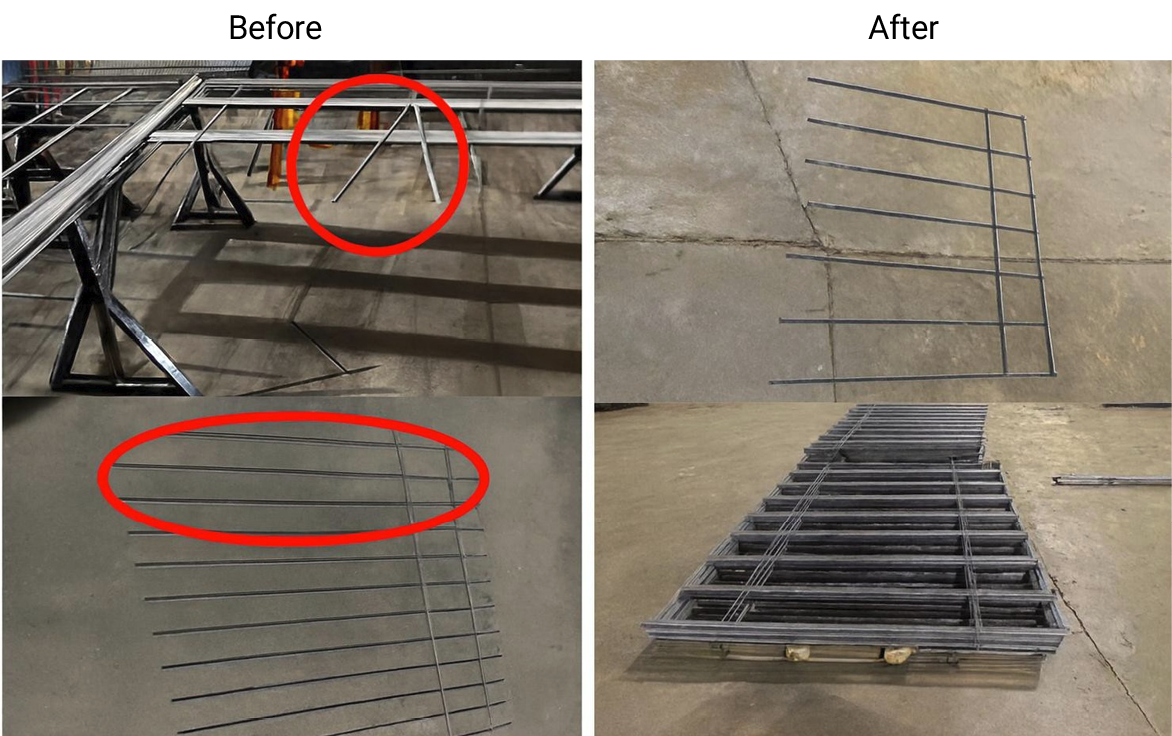
Figure 3 illustrates the before-and-after of the finished product following the implementation.
Figure 3
Comparison of the finished product
Production results
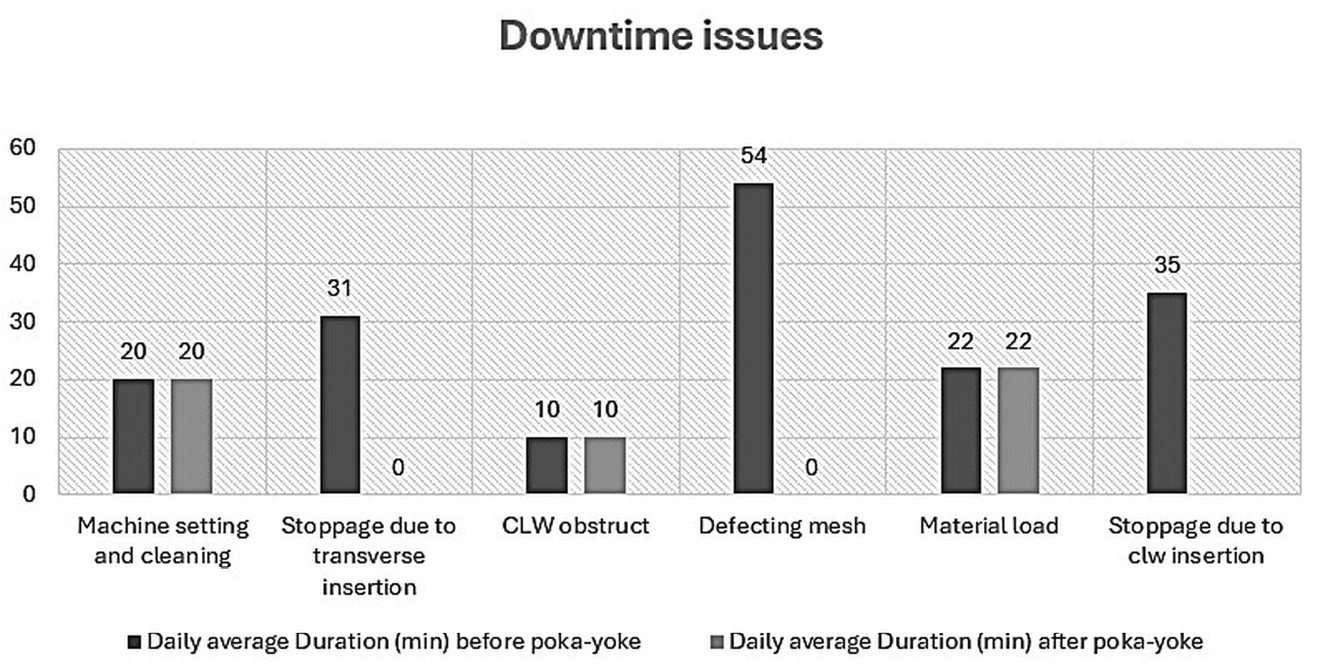
At this juncture, this section will critically analyze the impact on production following the implementation of the device. As stated earlier in this article, the introduction of the device successfully eliminated 100 % of the identified issues. Figure 4 presents a comparative report of production issues, measured in minutes, before and after the integration of the poka-yoke system, highlighting that the majority of machine stoppages resulted from the insertion of transversals. Additionally, Figure 5 illustrates the downtime events recorded prior to and following the implementation.
Figure 4
Production downtime issues in minutes before and after the poka-yoke device
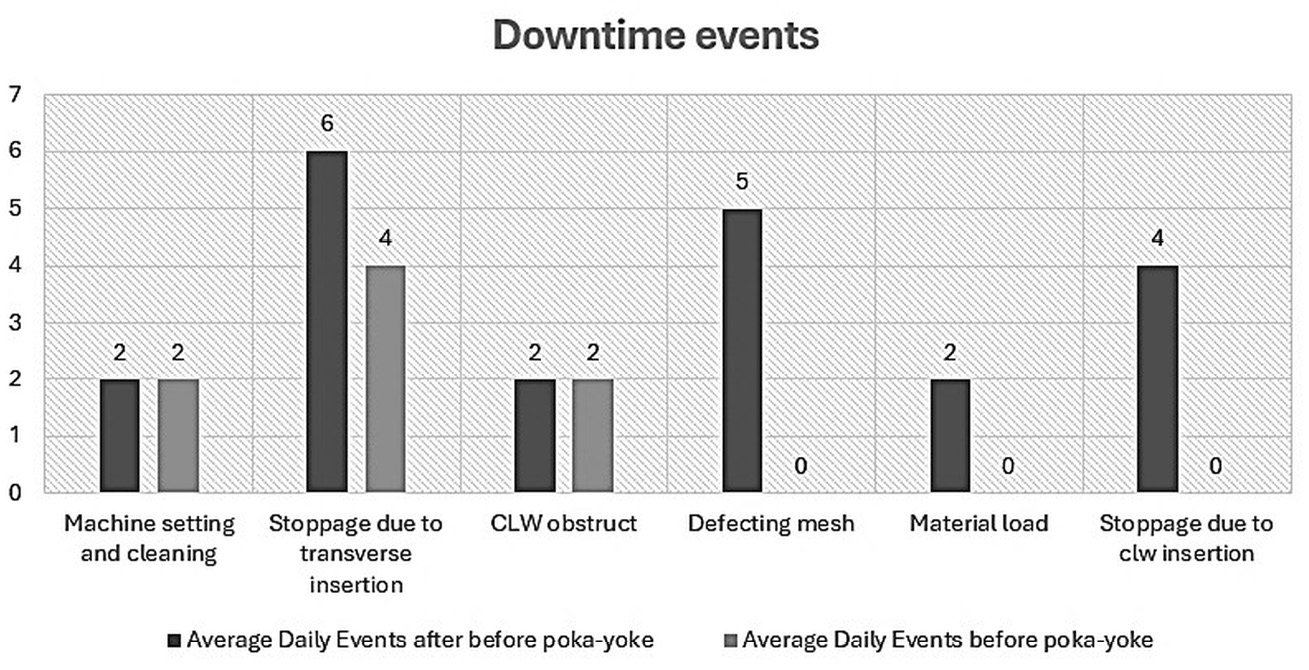
Figure 5
Comparison of the average stoppage events before and after
Productivity (total meshes per shift)/(machine hours worked per shift)
Productivity before implementation:
Productivity= (84)/(11) =7,6 meshes per hour worked.
Productivity after implementation:
Productivity=104/11=9,4 meshes per hour worked.
Based on the previous results, the percentage increase in productivity, calculated using the formula below, is 23,68 %.
Percentage Increase= (P.after -P.before) ÷ P. before x 100
Per= (9,4 - 7,6)/7,6 × 100 = 23,68 %
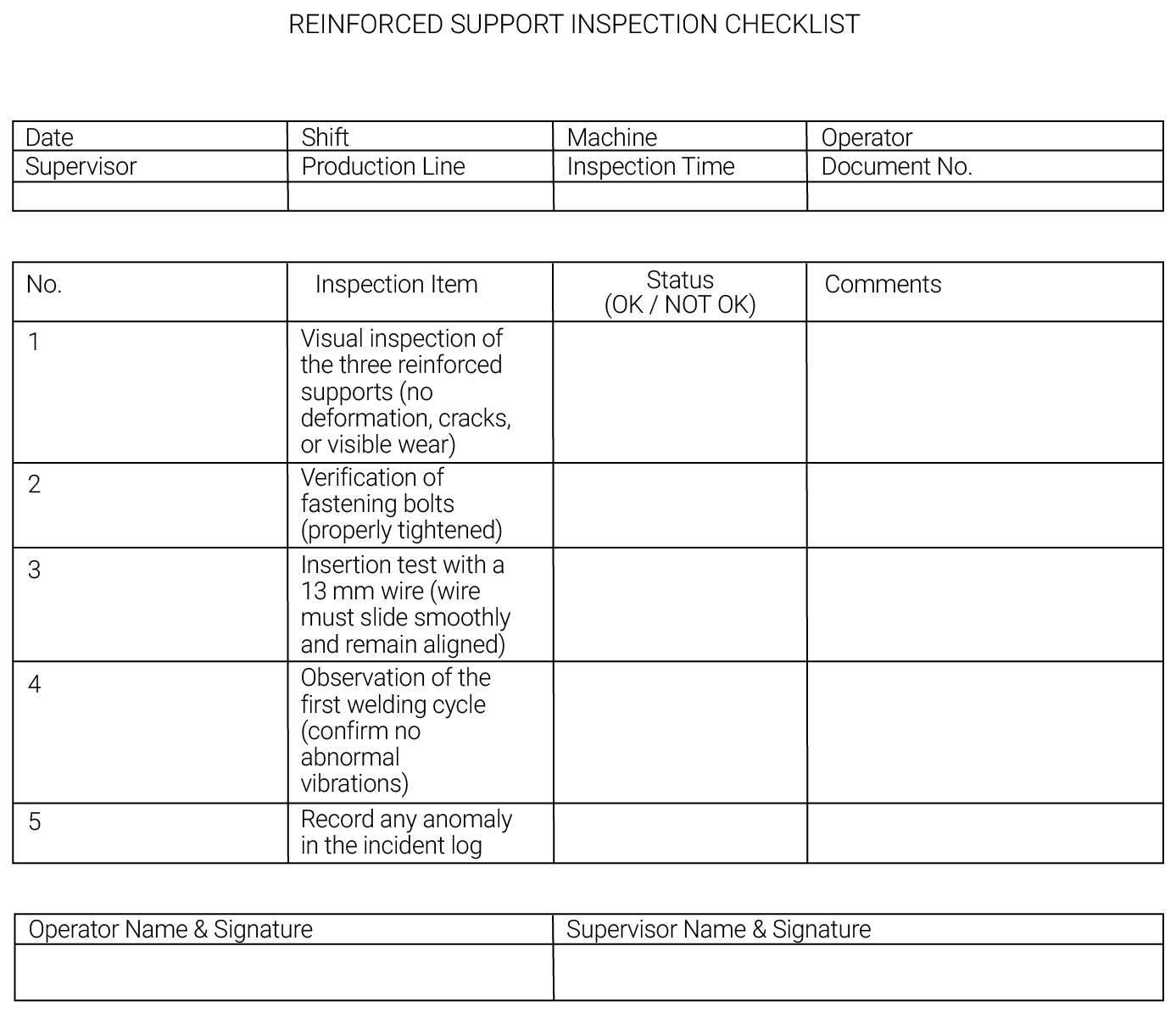
Figures 6 and 7 show the total number of defective meshes per shift before and after the implementation of the poka-yoke system, based on previous production reports. These reports demonstrate a complete reduction of 100 % in defective meshes following the implementation. The system achieves an average of zero defective meshes per shift. Additionally, Figure 8 illustrates the format utilized to track the implementation process.
Figure 6
Comparison of the production vs scrap before poka-yoke
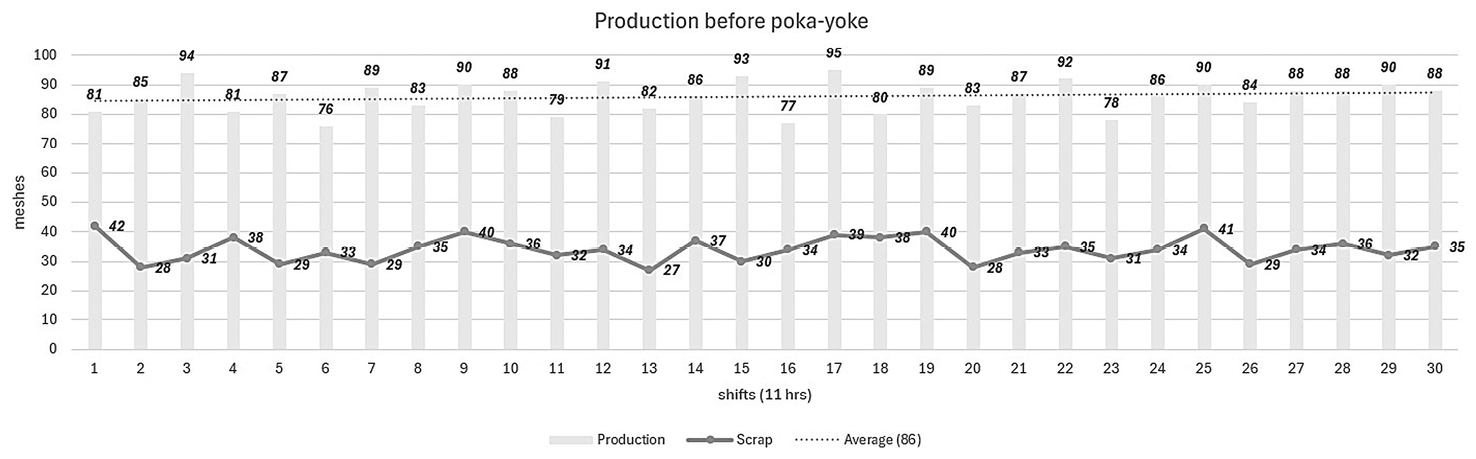
Figure 7
Comparison of the production vs scrap after poka-yoke
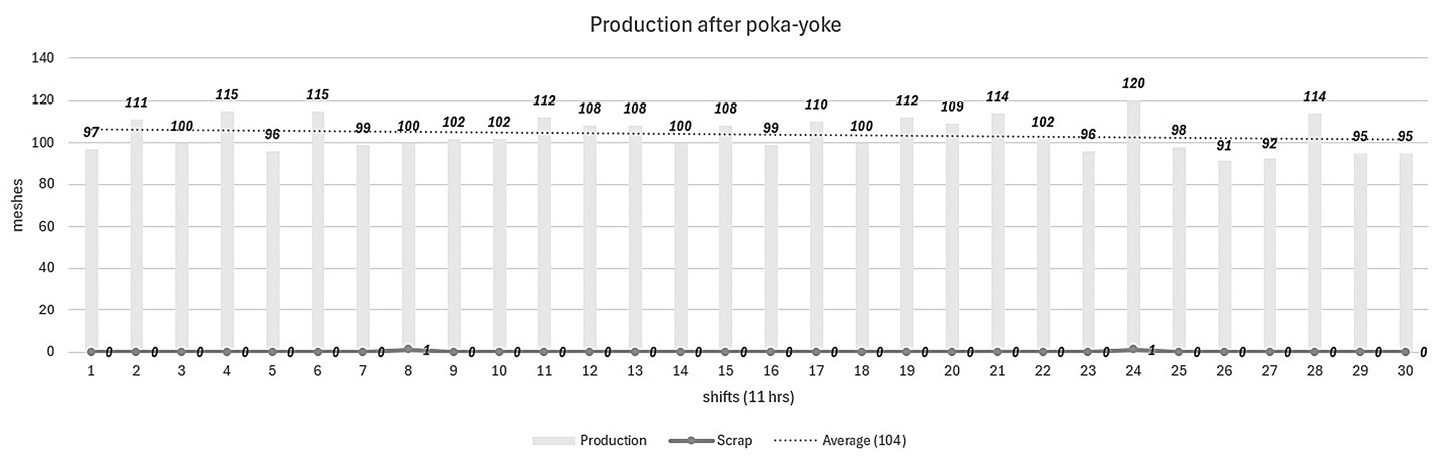
Figure 8
Checklist after implementation of poka-yoke
DISCUSSION
The implementation of the poka-yoke device on the electric welding machine yielded significant benefits for WMC by eliminating welding defects and enhancing productivity by 23,68 %. These findings align with those reported by Wan Saidin et al. (2015), who employed a roller-coaster jig in a nut welding operation, which resulted in a decrease in alignment errors. In both instances, the incorporation of a physical mechanical restriction element effectively prevented errors at their source, thereby avoiding the generation of defective products and minimizing machine downtime. Notably, this study achieved a complete 100 % reduction in defects, which likely stems from the specific nature of the addressed problem: a mechanical insertion error that can be entirely prevented through structural reinforcement, as opposed to more complex errors involving multiple variables.
The results align with the observations of Cosme-Rodriguez et al. (2025), who integrated an IoT-based poka-yoke system for spot welding stations, thereby achieving near-zero defect rates. However, although their approach necessitated the use of sensors, microcontrollers, and connectivity, the solution implemented in this study was purely mechanical, low-cost, and easy to install. This finding supports the argument advanced by Dudek-Burlikowska and Szewieczek (2009) that the most effective poka-yoke devices are typically simple, economical, and adaptable to existing processes without requiring significant modifications. Such simplicity not only facilitates adoption in industrial environments with limited resources but also encourages long-term sustainability by minimizing reliance on electronic components that may fail or become obsolete.
The application of the 5 Whys method facilitated the identification of the root cause: the deformation of the transversal support, which arose from insufficient mechanical strength to accommodate thick-gauge wires (13 mm). This finding aligns with existing literature that underscores the effectiveness of this technique in addressing seemingly complex problems within manufacturing environments (Helo et al., 2025). Integrating root cause analysis with the design of a physical poka-yoke device represents a cohesive approach, as recommended by several authors (Alexander et al., 2019; Saurin et al., 2012). This integrated strategy has proven to be practical in the current context.
In terms of productivity, the 23.68 % increase aligns with the findings of previous studies that applied Lean Manufacturing tools to welding processes. However, this study exclusively measured productivity as pieces per hour, omitting other important indicators such as cost per unit and Overall Equipment Effectiveness (OEE). Future research should aim to incorporate these additional metrics to provide a more comprehensive understanding of the impact of such interventions (Quiroz Flores et al., 2023).
A distinctive aspect of this study is the active incorporation of daily checklists as a mechanism for monitoring and preventive maintenance. Although this practice may appear straightforward, Cerchione and Esposito (2016) identify it as a pivotal tool for sustaining process improvements, as it engages operators in the early detection of deviations. The operators’ acceptance of and active participation in completing the checklists exemplify Shingo’s philosophy of respecting worker intelligence while equipping them with the necessary tools to prevent errors (Saurin et al., 2012). Future studies should quantitatively assess adherence to these procedures and examine their correlation with the maintenance of results, as such an analysis would provide valuable insights.
In terms of the solution’s scalability, the device demonstrated effectiveness not only for the original wire gauge (13 mm) but also with various other gauges utilized within the plant. This finding indicates that the design can readily adapt to different product specifications without necessitating substantial modifications. Such flexibility aligns with the poka-yoke design principles articulated by Komkowski et al. (2023), who emphasize the importance of developing modular, adjustable solutions. Nevertheless, conducting a longitudinal study is essential to evaluate the device’s durability under continuous operating conditions and to assess its performance across varying usage frequencies.
Despite the positive results, the study presents several limitations that warrant consideration. First, the evaluation took place in a single facility with specific equipment configurations, which limits the generalizability of the findings to other plants or types of welding machines. Second, the observation period following implementation lasted 30 shifts. While this duration is adequate for detecting immediate improvements, it does not facilitate an assessment of the sustainability of results in the medium to long term. Furthermore, research conducted by Buer et al. (2020) indicates that the effects of Lean Manufacturing interventions can diminish over time unless they are supported by continuous improvement programs and periodic training.
One limitation of the study is its exclusive focus on a specific type of defect: the incorrect insertion of the transversal wire. Although this defect represents the most critical issue in terms of frequency and impact, the research does not account for other potential sources of defects in the mesh welding process, such as variations in welding current, electrode wear, or longitudinal wire tension. Future research should examine the integration of multiple poka-yoke devices or real-time monitoring systems to address process quality comprehensively.
From a broader perspective, the study contributes to the body of knowledge on the application of poka-yoke in the steel industry, which remains underexplored compared to sectors such as automotive and electronics (Gupta et al., 2020). The evidence presented indicates that Lean Manufacturing principles are fully transferable to this context and can yield significant improvements with minimal investments. This finding is particularly pertinent to small and medium-sized enterprises in the sector, which frequently encounter budget constraints when adopting advanced technologies.
Finally, it is important to emphasize that integrating poka-yoke with other Lean Manufacturing tools, such as root cause analysis and checklists, establishes a comprehensive framework that not only addresses immediate challenges but also promotes a culture of quality and continuous improvement. As Rizos et al. (2025) indicate, the sustainability of Lean Manufacturing improvements relies significantly on the active engagement of operators and the institutionalization of monitoring and feedback practices. In this context, the present study provides a replicable model that can be adapted to various manufacturing processes experiencing recurring mechanical defects that compromise quality and productivity. In conclusion, the analysis of the results demonstrates that well-designed and straightforward poka-yoke solutions can profoundly influence the quality and efficiency of industrial processes. The comparison with previous studies strengthens the validity of the findings and highlights the need to tailor solutions to the specific characteristics of each process. Furthermore, the limitations identified in this study present opportunities for future research that explores the integration of digital technologies, durability analysis, and the assessment of the organizational impact of such interventions.
CONCLUSION
The implementation of the poka-yoke system in the electrowelding process significantly enhanced product quality and operational efficiency, fully aligning with customer requirements and order specifications. The reinforced support bracket effectively addressed the mechanical limitation associated with the insertion of transversal wires, thereby enabling consistent production of defect-free meshes. As a result, productivity increased by 23.68 % per shift, and the elimination of defective meshes confirmed the successful attainment of the research objectives.
The device proved particularly effective in handling thick-gauge transversal wires. Furthermore, its adaptability across various production orders, without necessitating modifications to the support structure, underscores its scalability and practical relevance. To ensure sustained performance, the team introduced a checklist to facilitate periodic inspections and timely replacements, thereby preventing long-term disruptions and embedding preventive maintenance into daily operations.
The findings indicate that continuous improvement in manufacturing does not inherently depend on complex or costly interventions. By addressing a fundamental mechanical constraint with a straightforward, reinforced bracket, researchers transformed process performance, validating the principle that simple solutions can yield substantial impacts. This case study reinforces the value of poka-yoke as a powerful tool for quality improvement, particularly when integrated with systematic problem-solving techniques such as the 5 Whys, and monitoring mechanisms, including operator checklists.
Beyond the immediate benefits, this study contributes to the broader discourse on Lean Manufacturing by illustrating how error-proofing strategies can effectively eliminate waste in the form of defects, downtime, and unnecessary operator interventions. The results emphasize that combining poka-yoke with Lean tools establishes a comprehensive framework for sustainable productivity and customer satisfaction.
This study enriches the existing literature in three significant ways:
- It provides empirical evidence of the effectiveness of poka-yoke in a heavy manufacturing context, a domain with limited prior research.
- It proposes a replicable framework for addressing mechanical deformation issues through error-proofing.
- It demonstrates how simple, low-cost interventions can align with sustainability and operational excellence objectives.
In conclusion, the successful application of this poka-yoke device substantiates the claim that well-designed physical interventions can lead to substantial improvements in industrial processes. This approach not only enhances product reliability but also cultivates a culture of continuous improvement, offering a replicable model for other manufacturing contexts where mechanical limitations impede quality and efficiency.
CONFLICTS OF INTEREST
The author declares no conflicts of interest.
AUTHOR CONTRIBUTION
Jesús Cruz Garza Moreno: conceptualization, data curation, formal analysis, investigation, project administration, writing – original draft, writing – review and editing. Luz Idalia Balderas García: formal analysis, project administration, software, visualization, writing – original draft. Yadira Aracely Fuentes Rubio: conceptualization, investigation, visualization, writing – review and editing. Azahel Treviño Villegas: data curation, methodology, validation, and visualization. Lourdes Yajaira García Rivera: funding acquisition, resources, supervision, and validation.
DECLARATION ON THE USE OF GENERATIVE IA
The authors used generative AI tools solely to improve the writing, grammar, and clarity of the manuscript. The interpretation of the results, analysis, and conclusions correspond exclusively to the authors.
REFERENCES
Alexander, P., Antony, J., & Rodgers, B. (2019). Lean Six Sigma for small-and medium-sized manufacturing enterprises: A systematic review. International Journal of Quality & Reliability Management, 36(3), 378-397. https://doi.org/10.1108/IJQRM-03-2018-0074
Arroyo, O., Feliciano, D., Carrillo, J., & Hube, M. A. (2021). Seismic performance of mid-rise thin concrete wall buildings lightly reinforced with deformed bars or welded wire mesh. Engineering Structures, 241, 112455. https://doi.org/10.1016/j.engstruct.2021.112455
Buer, S. V., Semini, M., Strandhagen, J. O., & Sgarbossa, F. (2020). The complementary effect of lean manufacturing and digitalization on operational performance. International Journal of Production Research, 59(7), 1976-1992. https://doi.org/10.1080/00207543.2020.1790684
Carrillo, J., Díaz, C., & Arteta, C. A. (2019). Tensile mechanical properties of the electro-welded wire meshes available in Bogotá, Colombia. Construction and Building Materials, 195, 352-362. https://doi.org/10.1016/j.conbuildmat.2018.11.096
Cerchione, R., & Esposito, E. (2016). A systematic review of supply chain knowledge management research: State of the art and research opportunities. International Journal of Production Economics, 182, 276-292. https://doi.org/10.1016/j.ijpe.2016.09.006
Cha, J., & Cho, B. R. (2014). Classical statistical inference extended to truncated populations for continuous process improvement: Test statistics, P values, and confidence intervals. Quality and Reliability Engineering International, 31(8), 1807-1824. https://doi.org/10.1002/qre.1719
Chang, H. J., & Lee, M. C. (2017). Applying computer simulation to analyze the normal approximation of the binomial distribution. Journal of Computers, 28(5), 116-131.
Chattopadhyay, A., Glinka, G., El-Zein, M., Qian, J. & Formas, R. (2011). Stress analysis and fatigue of welded structures. Weld World, 55, 2–21. https://doi.org/10.1007/BF03321303
Cosme-Rodriguez, C., Macedo-Adrianzen, J., & Gutierrez-Falcon, P. C. (2025). Improving metal plate utilization through IoT-based poka yoke, AHP, and ergonomic design in an electrical transformer company. In 2025 IEEE XXXII International Conference on Electronics, Electrical Engineering and Computing (INTERCON) (pp. 1-7). IEEE. https://doi.org/10.1109/INTERCON67304.2025.11244685
Dorota Rymaszewska, A. (2014). The challenges of lean manufacturing implementation in SMEs. Benchmarking: An International Journal, 21(6), 987-1002. https://doi.org/10.1108/BIJ-10-2012-0065
Dudek-Burlikowska, M., & Szewieczek, D. (2009). The Poka-Yoke method as an improving quality tool of operations in the process. Journal of Achievements in Materials and Manufacturing Engineering, 36(1), 95-102.
Garza Moreno, J. C., Balderas García, L. I., & García Rivera, L. Y. (2024). Vandalism prevention and trash retention system improvement on Hidalgo County drainage district pump stations. In L. I. Balderas, S. Tiwari, E. Verdugo, G. P. Maestre-Gongora & F. Ortiz-Rodríguez (Eds.), Exploring intersectionality and women in STEM (pp. 151-168). IGI Global Scientific Publishing. https://doi.org/10.4018/979-8-3693-1119-6.ch008
Gupta, S., Modgil, S., & Gunasekaran, A. (2019). Big data in lean six sigma: A review and further research directions. International Journal of Production Research, 58(3), 947-969. https://doi.org/10.1080/00207543.2019.1598599
Helo, P., Hao, Y., & Gunasekaran, A. (2025). Use of non-fungible tokens in operations and supply chain management. International Journal of Production Research, 63(14), 5099–5121. https://doi.org/10.1080/00207543.2025.2449588
Komkowski, T., Antony, J., Garza-Reyes, J. A., Tortorella, G. L., & Pongboonchai-Empl, T. (2023). A systematic review of the integration of Industry 4.0 with quality-related operational excellence methodologies. Quality Management Journal, 30(1), 3-15. https://doi.org/10.1080/10686967.2022.2144783
Miranda-Giraldo, M., Gonzalez-Olier, C., Zambrano, H. R., & Arteta, C. A. (2024). Characterization of the microstructure and mechanical behavior of electro-welded wire meshes: A case study in Colombia. Case Studies in Construction Materials, 20, e02886. https://doi.org/10.1016/j.cscm.2024.e02886
Quiroz Flores, J. C., Pianto Hora, L. G., & Trevejo Torres, A. L. (2023, July 19-21). Improvement model to reduce defective parts in the hinge line of a Peruvian metalworking SME using lean manufacturing tools. In 21st LACCEI International Multi-Conference for Engineering, Education, and Technology (p. 202). https://doi.org/10.18687/LACCEI2023.1.1.202
Rizos, S., Sfakianaki, E., & Kakouris, A. (2025). Unlocking lean potential in higher education: A systematic literature review and Delphi study. International Journal of Lean Six Sigma 17(4), 1099-1127. https://doi.org/10.1108/IJLSS-03-2025-0055
Saurin, T. A., Ribeiro, J. L. D., & Vidor, G. (2012). A framework for assessing poka-yoke devices. Journal of manufacturing systems, 31(3), 358-366. https://doi.org/10.1016/j.jmsy.2012.04.001
Wan Saidin, W. A. N., Mohd Idris, A. Z., Ravi, S., Ahmad Zaidi, A. M., & Kasim, N. I. (2015). Detection of Nut Welding Using Poka-Yoke Roller Coaster Jig. Applied Mechanics and Materials, 761, 170-174. https://doi.org/10.4028/www.scientific.net/amm.761.170