MEJORA PARA REDUCIR LA TASA
DE RECHAZO DE PIEZAS DEFECTUOSAS
EN UNA EMPRESA DE NAVES INDUSTRIALES
DEL SECTOR METALMECÁNICO APLICANDO
SPC, TPM Y 5S
Noemi Yasmin Carita Galindo
https://orcid.org/0009-0008-7404-6032
Facultad de Ingeniería, Universidad de Lima, Perú
Nicole Nahomi Villanueva Alarcón
https://orcid.org/0009-0006-5483-6665
Facultad de Ingeniería, Universidad de Lima, Perú
Wilson David Calderón Gonzales
https://orcid.org/0000-0002-8388-335X
Facultad de Ingeniería, Universidad de Lima, Perú
Recibido: 1 de febrero del 2026 / Aceptado: 30 de marzo del 2026
Publicado: 15 de junio del 2026
doi: https://doi.org/10.26439/ing.ind2026.n50.8562
RESUMEN. En este trabajo, se analiza la presencia de piezas defectuosas en la fabricación de naves industriales en una pyme metalmecánica, lo que genera reprocesos, retrasos productivos y pérdidas estimadas de hasta US$ 17 333 anuales. Para contrarrestar ello, se desarrolló un modelo de simulación en Arena Simulation, con el fin de comparar escenarios. Dicha propuesta integra herramientas como control estadístico de procesos, mantenimiento productivo total y metodología 5S para reducir la tasa de defectos del 10 % al 5,2 %, mediante controles de calidad, mantenimiento preventivo y capacitación técnica.
PALABRAS CLAVE: mejora continua / reprocesos / SPC / TPM / 5S / sector metalmecánico
IMPROVEMENT TO REDUCE THE REJECTION RATE
OF DEFECTIVE PARTS IN AN INDUSTRIAL WAREHOUSE
COMPANY IN THE METALWORKING SECTOR BY APPLYING
SPC, TPM, AND 5S
ABSTRACT. This paper addresses the high rejection rate of defective parts in the manufacturing of industrial structures in a metalworking company. The causes include defective raw materials, machinery failures due to lack of maintenance, low staff training, and lack of process standardization. These issues generate rework, production delays, and losses of up to USD 17 333 per year. address this problem, a discrete-event simulation model based on Statistical Process Control (SPC), Total Productive Maintenance (TPM), and the 5S methodology is proposed to evaluate improvements in the production process. The model aims to reduce the defect rate from 10% to 5,2% through quality control mechanisms, preventive maintenance, and technical training.
KEYWORDS: continuous improvement / reprocesses / SPC / TPM / 5S / metal-mechanic sector
Este estudio no fue financiado por ninguna entidad.
* Autor corresponsal.
Correos electrónicos en orden de aparición: [email protected], [email protected], [email protected]
Este es un artículo de acceso abierto, distribuido bajo los términos de la licencia Creative Commons Attribution 4.0 International (CC BY 4.0).
INTRODUCCIÓN
El sector metalmecánico desempeña un papel fundamental en el desarrollo industrial debido a su participación en la fabricación de estructuras metálicas, equipos industriales y componentes utilizados en sectores como la minería, la construcción y la infraestructura. Sin embargo, los procesos de manufactura en este sector enfrentan desafíos relacionados con la variabilidad en la calidad de los productos, la presencia de defectos en las piezas fabricadas y la falta de estandarización de los procesos, lo que genera reprocesos, pérdidas económicas y una disminución de la eficiencia operativa. En el Perú, el sector metalmecánico cuenta con más de 2170 empresas exportadoras (Pardo, 2023), lo que evidencia su relevancia en la economía nacional. Asimismo, estudios señalan que la presencia de defectos y la falta de estandarización en los procesos metalmecánicos afectan la eficiencia y competitividad de las empresas (Corro et al., 2024).
Diversas investigaciones han demostrado que la implementación de metodologías de mejora continua permite optimizar los procesos productivos y reducir defectos en las organizaciones manufactureras. En este sentido, metodologías como lean six sigma han mostrado resultados significativos: Narottam et al. (2020) documentaron un incremento del rendimiento del proceso de 97,33 % a 99,1 % en seis meses, mientras que Suaña Revilla et al. (2024) identificaron mejoras sustanciales en productividad y reducción de tiempos en empresas metalmecánicas. Asimismo, herramientas de organización y estandarización, como la metodología 5S, han demostrado impactos positivos. Por ejemplo, Murrieta Guillen et al. (2024) reportaron una reducción del 69 % en tiempos muertos, con un ahorro anual de US$ 2177,86 y una tasa interna de retorno (TIR) de 13,72 % en una empresa metalmecánica peruana. De manera complementaria, Florez-Cáceres et al. (2024) evidenciaron mejoras del 23,8 % en eficiencia y una reducción del 32,04 % en tiempos de setup, mediante la integración de lean y mantenimiento productivo total (total productive maintenance, TPM) en una pyme del sector.
La adopción de modelos de gestión de la calidad total (total quality management, TQM) también ha demostrado efectos positivos en el desempeño organizacional y en la eficiencia de los costos de calidad. Elvina et al. (2022) evidenciaron que la implementación de TQM mejora la eficiencia de los costos de calidad y el desempeño gerencial, con implicaciones positivas en el rendimiento organizacional, mientras que Manley et al. (2024) mostraron que la aplicación de TQM con un enfoque estratégico tiene efectos positivos y significativos en el desempeño financiero y operativo de pequeñas empresas.
A pesar de estos beneficios, muchas pequeñas y medianas empresas del sector presentan limitaciones en la implementación de sistemas estructurados de gestión de calidad. Esto coincide con lo señalado por Medina-Elizondo et al. (2022), quienes destacan la importancia de contar con sistemas de gestión de calidad en la cadena de suministro para garantizar eficiencia y competitividad en la industria metalmecánica. Un ejemplo de esta situación es una empresa del sector metalmecánico dedicada a la fabricación de naves industriales que presenta una tasa de rechazo de piezas defectuosas del 10 %, lo que supera el umbral crítico del sector. El análisis del proceso productivo permitió identificar diversas causas asociadas a la generación de defectos, entre las que destacan la presencia de materia prima defectuosa proveniente de proveedores, la ausencia de mantenimiento preventivo en las máquinas de soldadura, el bajo nivel de capacitación técnica del personal en el área de corte y la falta de estandarización en los procedimientos operativos. Estas causas fueron determinadas mediante herramientas de diagnóstico, como el diagrama de Ishikawa, el árbol de problemas y el análisis de datos históricos del proceso productivo.
La literatura señala que la implementación de modelos de TQM requiere no solo herramientas técnicas, sino también el fortalecimiento de las competencias del personal y la coordinación de los equipos de trabajo para garantizar la correcta aplicación de prácticas de mejora continua y el seguimiento de indicadores de desempeño. Farida et al. (2021) evidenciaron que el nivel de preparación individual y organizacional en la implementación de TQM tiene un efecto significativo en el desempeño de la calidad, lo que explica el 43 % de su variación. Estos hallazgos refuerzan la necesidad de integrar la gestión del talento humano y el compromiso organizacional en los procesos de mejora continua.
En función de este contexto, se plantea la siguiente hipótesis de investigación: si se implementa un modelo basado en TQM, mediante la integración de herramientas como control estadístico de procesos (statistical process control, SPC), TPM y 5S, entonces la tasa de productos defectuosos en la empresa se reducirá significativamente, acercándose a los estándares del sector metalmecánico. Esta hipótesis se sustenta en experiencias documentadas en empresas manufactureras que lograron reducciones significativas en sus tasas de rechazo y mejoras en la eficiencia productiva mediante estrategias de gestión de calidad (ElMelegy et al., 2022).
Finalmente, la investigación se justifica por su impacto económico, social, ambiental y científico. La reducción de defectos permitirá disminuir los costos asociados a reprocesos y a desperdicios de materia prima, así como mejorar el desempeño del personal mediante el fortalecimiento de sus competencias técnicas. Además, la reducción de residuos metálicos contribuye a una gestión más eficiente de los materiales y a la sostenibilidad del proceso productivo. Desde el punto de vista científico, el estudio aporta evidencia sobre la aplicación integrada de herramientas de gestión de calidad evaluadas mediante simulación de eventos discretos para analizar su impacto en la mejora de procesos del sector metalmecánico, alineándose además con los principios de gestión establecidos en normas internacionales como ISO 9001 e ISO 4500.
METODOLOGÍA
La investigación se desarrolló en una empresa del sector metalmecánico ubicada en Lima, Perú, dedicada a la fabricación de estructuras metálicas. La empresa se clasifica como una pequeña empresa, cuyas operaciones productivas se concentran en las áreas de corte, soldadura y ensamblaje.
El diseño de la investigación es no experimental, debido a que las variables del sistema no fueron manipuladas directamente en el entorno real, sino analizadas mediante el desarrollo de un modelo de simulación por eventos discretos. Este enfoque permite evaluar el comportamiento del sistema productivo y estimar el impacto de propuestas de mejora antes de su implementación en el sistema real.
La información utilizada en el estudio fue obtenida mediante observación directa del proceso productivo, revisión de registros históricos de producción y entrevistas al jefe de planta y al personal del área de control de calidad. Estos datos permitieron comprender el funcionamiento del sistema productivo e identificar los principales factores asociados a la presencia de defectos en las piezas fabricadas.
Para la recolección de datos del proceso productivo se utilizó un muestreo aleatorio simple. El tamaño de muestra fue determinado mediante la fórmula para poblaciones finitas, considerando un nivel de confianza del 95 % y un margen de error del 5 %. Esta fórmula fue seleccionada debido a que el volumen de producción observado durante el periodo de estudio era conocido y limitado, correspondiente a ochenta piezas, lo cual permite estimar de manera más precisa el número de observaciones necesarias para representar adecuadamente el comportamiento del proceso productivo.
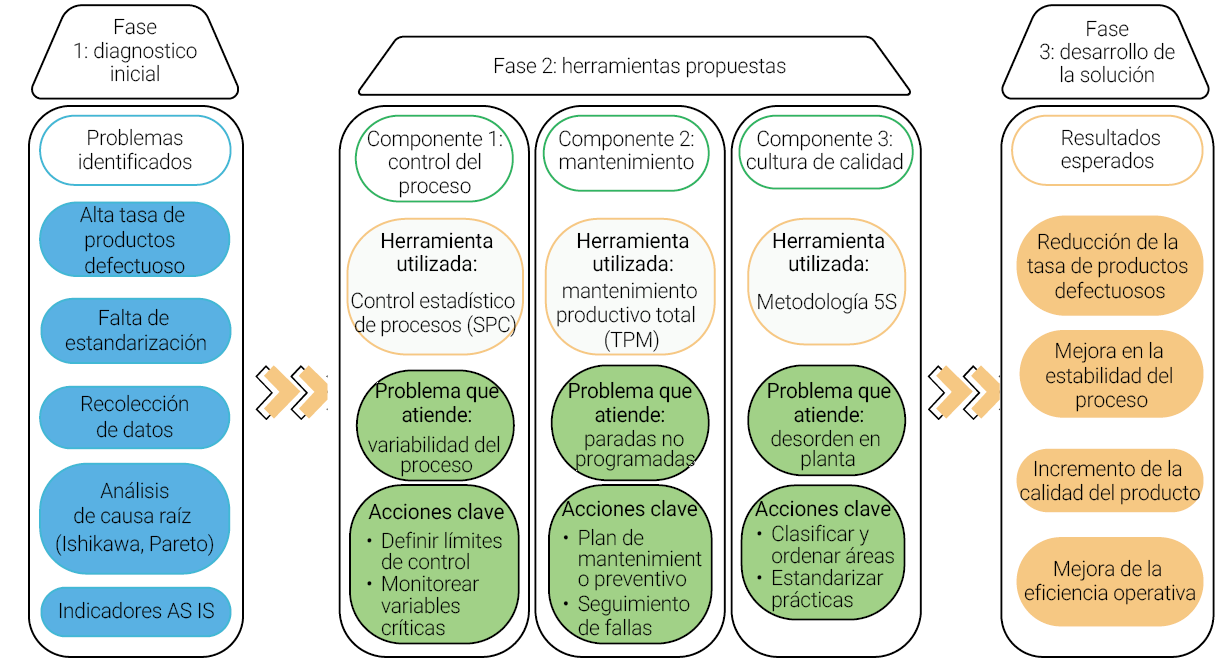
La metodología de la investigación se estructuró en tres fases principales: diagnóstico inicial del proceso, diseño de la propuesta de mejora y validación mediante simulación, como se muestra en la Figura 1. Este enfoque se basa en metodologías utilizadas en estudios de mejora de procesos industriales en los que se integran herramientas de gestión de calidad con modelos de simulación para evaluar el impacto de propuestas antes de su implementación real.
Para la recolección de información, se utilizaron entrevistas semiestructuradas con el jefe de planta y el equipo de control de calidad, así como la revisión de registros históricos de producción correspondientes a los procesos de corte y soldadura.
Figura 1
Modelo de la propuesta de solución
RESULTADOS
El análisis situacional del proceso productivo permitió identificar las principales causas que han originado el alto porcentaje de piezas defectuosas en las áreas de corte y soldadura. Estas causas, detectadas mediante entrevistas semiestructuradas, revisión de registros históricos y observación directa, fueron clasificadas en cuatro categorías: método, mano de obra, maquinaria y materiales, las cuales se presentan en un diagrama de Ishikawa (Figura 2).
Figura 2
Diagrama de Ishikawa

Entre las causas más relevantes destacan la presencia de materia prima defectuosa proveniente de los proveedores, la ausencia de mantenimiento preventivo en las máquinas de soldadura, el bajo nivel de capacitación técnica del personal en el área de corte y la falta de estandarización en los procedimientos operativos. Asimismo, la observación directa del área de soldadura evidenció que las herramientas, materiales y piezas se encontraban dispersos sin una ubicación definida, lo que genera tiempos improductivos y condiciones de trabajo poco eficientes, tal como se observa en la Figura 3.
Figura 3
Organización de herramientas, materiales y de la estación de trabajo en el área de soldadura

Luego de ello, se registraron los tiempos de operación para los distintos tipos de piezas, los cuales se presentan en la Tabla 1. Estos datos permitieron identificar la variabilidad del proceso y sirvieron como base para ajustar las distribuciones estadísticas utilizadas en la simulación.
Tabla 1
Control de tiempos por pieza
|
Número |
Vigas H |
Tubos |
Placas |
Revestimiento |
Pernos |
|
1 |
6,55 |
5,49 |
4,56 |
4,50 |
1,32 |
|
2 |
6,34 |
6,45 |
3,58 |
3,56 |
1,25 |
|
3 |
5,35 |
6,56 |
4,38 |
4,34 |
1,03 |
|
4 |
5,52 |
6,34 |
4,53 |
4,55 |
1,07 |
|
5 |
6,42 |
7,36 |
4,32 |
4,27 |
1,02 |
|
6 |
6,32 |
6,48 |
4,52 |
4,39 |
1,13 |
|
7 |
7,34 |
6,32 |
5,10 |
4,29 |
1,02 |
|
8 |
6,45 |
7,32 |
5,12 |
4,58 |
0,45 |
|
9 |
7,15 |
7,26 |
4,50 |
4,18 |
0,56 |
|
10 |
5,58 |
6,42 |
4,38 |
4,56 |
0,55 |
|
11 |
6,34 |
6,54 |
4,51 |
4,59 |
0,48 |
|
12 |
6,12 |
6,27 |
4,52 |
5,10 |
1,26 |
|
13 |
6,06 |
6,45 |
3,59 |
3,55 |
1,20 |
|
14 |
5,58 |
7,12 |
5,26 |
4,57 |
1,25 |
|
15 |
6,48 |
7,16 |
4,57 |
5,03 |
0,49 |
|
16 |
7,03 |
6,54 |
4,55 |
4,38 |
0,45 |
Con el objetivo de caracterizar el comportamiento del proceso productivo y obtener parámetros confiables para el modelo de simulación, se calcularon los principales estadísticos descriptivos de los tiempos de operación en las áreas de corte y soldadura, a partir de ochenta observaciones por proceso. Como se observa en la Tabla 2, el proceso de soldadura presenta una media de 7,45 minutos y una desviación estándar de 1,02 minutos, mientras que el proceso de corte registra una media de 5,32 minutos con una desviación estándar de 0,81 minutos. Estos valores evidencian la variabilidad presente en el sistema productivo, la cual puede afectar directamente el desempeño general del proceso.
Tabla 2
Estadísticos descriptivos de tiempos de proceso
|
Proceso |
Media (min) |
Desv. estándar |
Mínimo |
Máximo |
N.o observaciones |
|---|---|---|---|---|---|
|
Corte |
5,32 |
0,81 |
4,10 |
7,20 |
80 |
|
Soldadura |
7,45 |
1,02 |
5,90 |
9,10 |
80 |
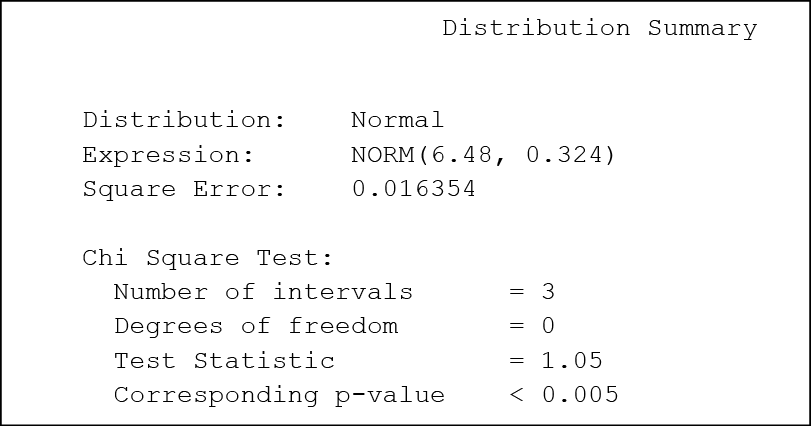
Adicionalmente, como se muestra en la Figura 4, mediante el uso del módulo Input Analyzer del software Arena Simulation, se determinó que los tiempos de inspección siguen una distribución normal con media de 6,48 minutos y desviación estándar de 0,395 minutos. Dichos parámetros fueron incorporados como variables de entrada en la simulación.
Figura 4
Distribución de tiempos establecidos en el software Arena Simulation
Con el fin de evaluar el desempeño del proceso de soldadura frente a los límites de especificación establecidos, se realizó un análisis de los parámetros de control junto con su carta de control de tiempos correspondiente (Tabla 3).
Tabla 3
Resultados del análisis estadístico del proceso de soldadura (Cp y Cpk)
|
Muestra |
Promedio ( |
Rango (R) |
Límite inferior (LSL) |
Límite superior (USL) |
Cp |
Cpk |
Interpretación |
|
Soldadura 1 |
4,02 |
0,42 |
3 |
5 |
0,83 |
0,78 |
Proceso fuera de capacidad, variabilidad alta |
|
Soldadura 2 |
3,97 |
0,35 |
3 |
5 |
0,88 |
0,85 |
Proceso parcialmente estable, aún requiere ajuste |
|
Soldadura 3 |
4,10 |
0,38 |
3 |
5 |
0,91 |
0,89 |
Tendencia hacia la mejora, pero aún no conforme |
|
Promedio global |
— |
— |
— |
— |
0,87 |
0,84 |
El proceso no cumple con los límites de especificación |
 )
)Los resultados evidencian que el proceso de soldadura no opera bajo condiciones óptimas, con valores promedio de Cp = 0,87 y Cpk = 0,84. Dado que un proceso se considera capaz cuando Cpk ≥ 1,33, estos valores confirman la presencia de variabilidad significativa y la necesidad de aplicar mecanismos de control estadístico para mejorar la estabilidad del proceso.
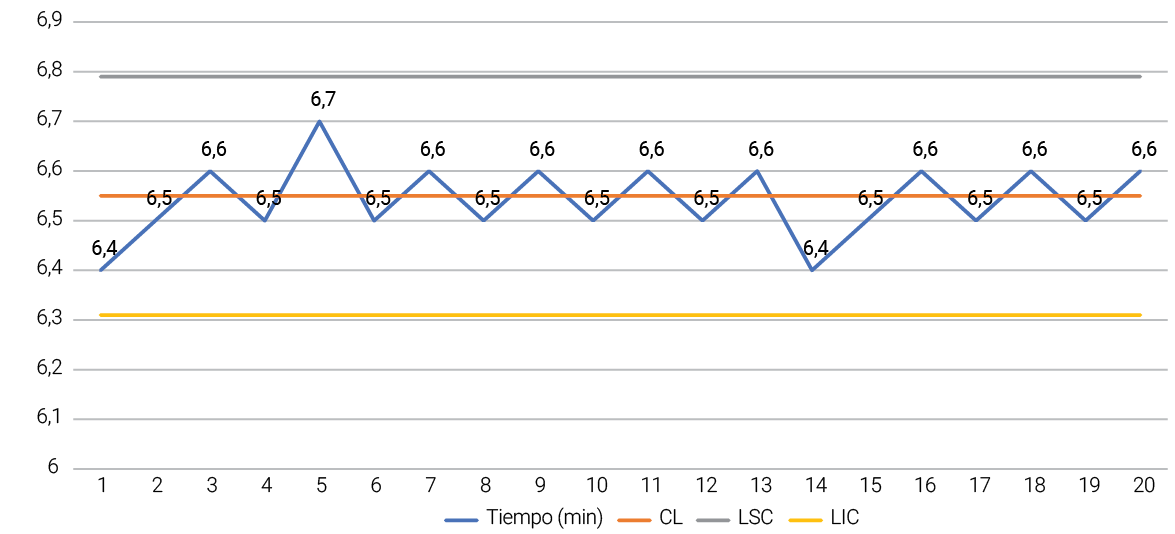
En este escenario, se construyó una nueva carta de control de los tiempos de operación, cuyos parámetros se presentan en la Tabla 4. Se observa una comparativa entre el escenario base versus el escenario mejorado. El proceso mantiene un promedio de 6,55 minutos, pero con una reducción significativa en la dispersión de los datos, con lo que alcanza una desviación estándar de 0,08 minutos. Como resultado, los límites de control se reducen a un rango más estrecho, con un límite superior (LSC) de 6,79 minutos y un límite inferior (LIC) de 6,31 minutos.
Tabla 4
Parámetros de la carta de control comparativa escenario base vs. escenario mejorado
|
Parámetro |
Escenario base (min) |
Escenario mejorado (min) |
|
Promedio (CL) |
6,55 |
6,55 |
|
Desviación estándar |
1,63 |
0,08 |
|
Límite superior (LSC) |
11,44 |
6,79 |
|
Límite inferior (LIC) |
1,66 |
6,31 |
Los resultados de la Tabla 5 evidencian una mejora significativa en la capacidad del proceso en el escenario mejorado. El valor de Cp = 2,08 indica que la variabilidad del proceso se encuentra ampliamente dentro de los límites de especificación, mientras que el valor de Cpk = 1,88 confirma que el proceso está correctamente centrado y es capaz de cumplir con los estándares de calidad establecidos. En comparación con el escenario base, estos resultados reflejan una reducción considerable de la variabilidad y una mejora en el control del proceso productivo.
Tabla 5
Índices de capacidad del proceso en el escenario mejorado
|
Indicador |
Valor |
Interpretación |
|
Cp |
2,08 |
Alta capacidad del proceso |
|
Cpk |
1,88 |
Proceso altamente capaz y centrado |
En la Figura 5, se observa que los tiempos de operación se distribuyen de manera uniforme alrededor de la línea central, sin presentar puntos fuera de los límites de control. Asimismo, la dispersión de los datos es reducida, lo que evidencia un comportamiento estable del proceso.
Figura 5
Gráfica de control del escenario mejorado
El análisis de los tiempos de operación de las dieciséis piezas observadas por tipo de material (vigas H, tubos de fierro, placas de acero, revestimiento de aluminio y pernos de sujeción) permitió identificar los rangos de variabilidad por cada proceso. Estos datos fueron utilizados para ajustar las distribuciones estadísticas del modelo de simulación y establecer los límites de control para la detección temprana de piezas defectuosas, organizando la producción en subgrupos de cuatro unidades con revisión de cada una de las dieciséis piezas.
El registro de fallas de maquinaria durante el periodo de análisis evidenció una frecuencia acumulada de setenta y tres paradas no programadas en seis meses, con una variabilidad considerable en los tiempos de detención. La distribución mensual de estas paradas se presenta en la Tabla 6. Asimismo, se presenta el detalle de los tiempos de parada registrados, los cuales hacen referencia a la alta variabilidad en la duración de las interrupciones del proceso productivo.
Tabla 6
Registro de paradas no programadas por mes
|
Mes |
S1 |
S2 |
S3 |
S4 |
Total de paradas |
|
1 |
1 |
2 |
5 |
2 |
10 |
|
2 |
3 |
4 |
5 |
1 |
13 |
|
3 |
6 |
2 |
1 |
1 |
10 |
|
4 |
4 |
2 |
6 |
1 |
13 |
|
5 |
1 |
3 |
3 |
5 |
12 |
|
6 |
3 |
7 |
3 |
2 |
15 |
|
Total |
73 |
En relación con el desempeño de la maquinaria, como se muestra en la Tabla 7, se registró la frecuencia de paradas no programadas durante el periodo de análisis. Se evidenciaron variaciones en la ocurrencia de fallas durante el tiempo de evaluación.
Tabla 7
Registro de paradas no programadas
|
N.o de paro |
Tiempo (min) |
N.o de paro |
Tiempo (min) |
N.o de paro |
Tiempo (min) |
|
1 |
04:07,0 |
25 |
09:03,8 |
49 |
06:31,9 |
|
2 |
05:27,1 |
26 |
05:46,0 |
50 |
09:48,3 |
|
3 |
06:00,3 |
27 |
06:44,3 |
51 |
06:24,6 |
|
4 |
04:09,7 |
28 |
04:15,1 |
52 |
08:15,2 |
|
5 |
07:19,4 |
29 |
06:15,1 |
53 |
07:40,6 |
|
6 |
05:54,4 |
30 |
05:15,8 |
54 |
04:14,4 |
|
7 |
04:15,9 |
31 |
03:50,6 |
55 |
10:20,6 |
|
8 |
06:40,7 |
32 |
06:26,8 |
56 |
07:14,9 |
|
9 |
09:15,6 |
33 |
05:40,8 |
57 |
08:03,3 |
|
10 |
05:43,7 |
34 |
10:18,1 |
58 |
09:34,8 |
|
11 |
04:33,8 |
35 |
04:20,1 |
59 |
07:58,6 |
|
12 |
05:19,1 |
36 |
06:34,7 |
60 |
05:25,3 |
|
13 |
05:28,7 |
37 |
04:26,6 |
61 |
06:38,1 |
|
14 |
04:18,2 |
38 |
07:48,9 |
62 |
08:43,8 |
|
15 |
04:28,2 |
39 |
07:53,5 |
63 |
10:22,3 |
|
16 |
06:04,6 |
40 |
07:32,6 |
64 |
07:10,7 |
|
17 |
05:48,3 |
41 |
05:34,6 |
65 |
06:21,5 |
|
18 |
05:21,3 |
42 |
07:05,9 |
66 |
05:23,4 |
|
19 |
03:44,1 |
43 |
07:28,4 |
67 |
08:34,7 |
|
20 |
04:25,0 |
44 |
08:19,4 |
68 |
04:30,9 |
|
21 |
07:35,2 |
45 |
06:28,8 |
69 |
06:09,3 |
|
22 |
06:50,5 |
46 |
08:09,8 |
70 |
09:58,0 |
|
23 |
09:23,3 |
47 |
06:54,2 |
71 |
05:37,1 |
|
24 |
05:57,4 |
48 |
07:24,6 |
72 |
04:19,6 |
|
73 |
05:50,8 |
En conjunto, el registro de paradas no programadas evidencia una frecuencia acumulada de setenta y tres eventos durante el periodo de análisis, con una variabilidad considerable en los tiempos de detención. Por ello, se propuso implementar un plan de mantenimiento planificado y autónomo que se puede observar en la Tabla 8, con inspecciones semanales, limpieza técnica y capacitación básica en detección de fallas para los operarios.
Tabla 8
Plan de mantenimiento preventivo
|
Equipo |
Actividad de |
Frecuencia |
Responsable |
Tiempo |
Tipo |
|
Máquina de corte 1 |
Limpieza general y retiro de residuos |
Diario |
Operario |
10 |
Autónomo |
|
Máquina de corte 2 |
Verificación de alineación y ajustes |
Semanal |
Técnico de mantenimiento |
30 |
Preventivo |
|
Máquina de corte 3 |
Lubricación de partes móviles |
Semanal |
Técnico de mantenimiento |
20 |
Preventivo |
|
Máquina de soldadura 1 |
Inspección de cables y conexiones |
Semanal |
Técnico de mantenimiento |
25 |
Preventivo |
|
Máquina de soldadura 2 |
Calibración de parámetros de soldadura |
Mensual |
Supervisor técnico |
40 |
Preventivo |
|
Compresor |
Revisión de presión y fugas |
Mensual |
Técnico de mantenimiento |
30 |
Preventivo |
|
Sistema eléctrico |
Inspección de tableros y conexiones |
Trimestral |
Técnico eléctrico |
45 |
Preventivo |
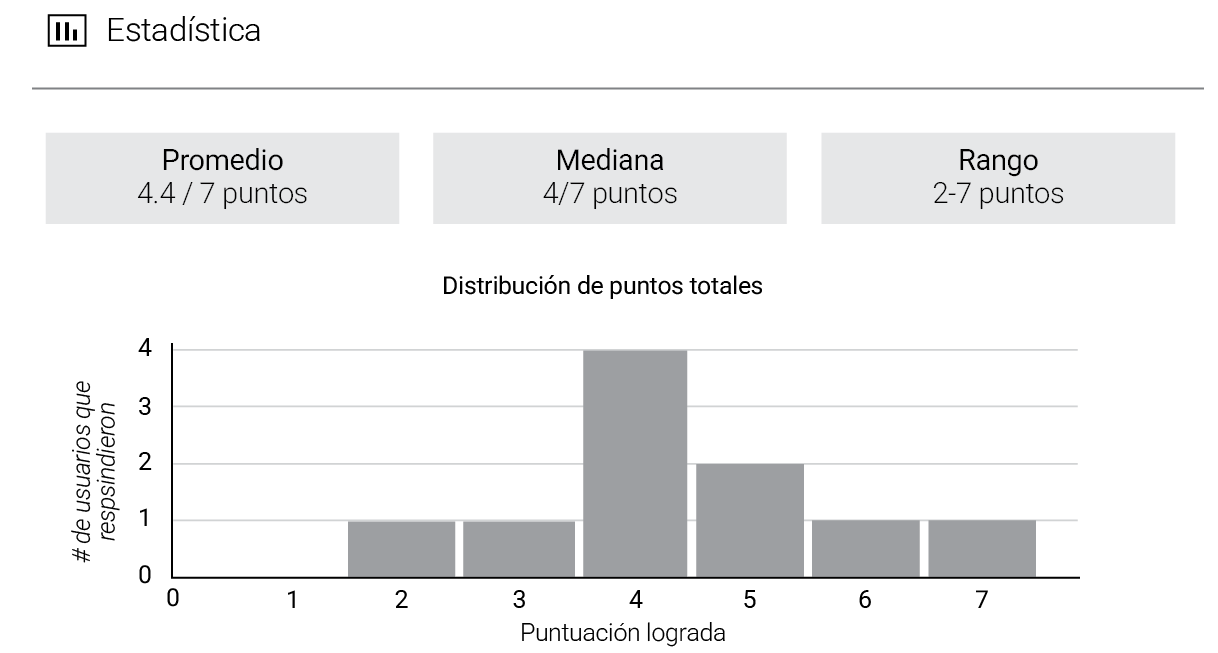
Como parte del programa de capacitación técnica propuesto, se aplicó una evaluación previa de conocimientos al personal operativo mediante la plataforma Google Forms, la cual arrojó los resultados mostrados en la Figura 6. Estos resultados evidencian una marcada deficiencia en los conocimientos de los trabajadores, ya que solo el 25 % respondió de manera correcta a las preguntas.
Figura 6
Resultados de la evaluación de conocimientos
La auditoría inicial del área de trabajo reveló niveles bajos de cumplimiento en criterios clave como señalización, estandarización y rutinas de limpieza. Tras la implementación de la metodología 5S, la auditoría final alcanzó el nivel máximo de cumplimiento (2 puntos) en todos los criterios evaluados. De igual modo, los resultados mostrados en la Tabla 9 indican que, en la auditoría inicial, varios criterios presentaban niveles bajos de cumplimiento, especialmente en señalización, estandarización y rutinas de limpieza. Tras la implementación de la metodología, la auditoría final alcanzó el nivel máximo de cumplimiento en todos los criterios evaluados, lo que refleja mejoras significativas en el orden, limpieza y disciplina operativa.
Tabla 9
Resultados de auditoria inicial y final
|
Tipos |
Criterio de evaluación |
Auditoría inicial |
Auditoría final |
|
Seiri (Clasificar) |
Eliminación de materiales innecesarios |
0 |
2 |
|
Identificación de materiales necesarios |
1 |
2 |
|
|
Seiton (Ordenar) |
Ubicación definida de herramientas |
1 |
2 |
|
Señalización y delimitación de áreas |
0 |
2 |
|
|
Seiso (Limpiar) |
Limpieza del área de trabajo |
1 |
2 |
|
Rutinas de limpieza establecidas |
0 |
2 |
|
|
Seiketsu (Estandarizar) |
Procedimientos visuales de orden |
0 |
2 |
|
Uso de formatos y señalización estándar |
0 |
2 |
|
|
Shitsuke |
Cumplimiento de las normas 5S |
1 |
2 |
|
Capacitación y concientización del personal |
0 |
2 |
Figura 7
Resultados de la aplicación de la metodología 5S

La Figura 7 muestra los resultados obtenidos después de la implementación de la metodología 5S. Se observa una mejora en el orden del área de trabajo, la correcta ubicación de las herramientas y los materiales, así como una mayor estandarización de los espacios productivos.
Uno de los principales objetivos del modelo propuesto fue reducir la tasa de defectos en el proceso productivo. A partir de la implementación de las herramientas de gestión de calidad, se evaluó el comportamiento del sistema mediante simulación y se obtuvo una reducción de la tasa de defectos del 10 % en el escenario base a un promedio de 5,2 % en el escenario mejorado. Esta reducción fue estimada a partir de las veinte réplicas ejecutadas en el modelo de simulación, considerando los días operativos. Los resultados mostraron una disminución consistente en la proporción de productos no conformes, lo que evidencia el impacto positivo de la integración de las herramientas SPC, TPM y 5S en el control del proceso productivo.
Tal como se observa en la Tabla 10, los resultados indican que el mayor impacto se obtuvo mediante la aplicación del SPC en el control de materia prima, pues se logró una reducción estimada del 30 % en defectos asociados a proveedores. Por su parte, la implementación del TPM contribuyó a reducir en 25 % los defectos relacionados con fallas de maquinaria, mientras que la aplicación de 5S permitió disminuir errores operativos asociados a falta de estandarización y capacitación.
Tabla 10
Reducción por cada componente
|
Componente afectado |
Herramienta |
Tasa inicial |
Tasa final estimada (%) |
Reducción |
|---|---|---|---|---|
|
Materia prima (proveedor) |
SPC |
40 |
28,00 |
30 |
|
Fallas de maquinaria |
TPM |
20 |
15,00 |
25 |
|
Errores de corte por falta de formación |
5S |
25 |
21,25 |
15 |
|
Variabilidad por falta de estandarización |
5S |
15 |
12,75 |
15 |
La Tabla 11 presenta la evaluación técnico-económica del impacto del modelo propuesto considerando una muestra de cien piezas. A partir de los resultados de la simulación, la reducción de la tasa de defectos de 10 % a 5,2 % permite disminuir las piezas defectuosas de 10 a 5 unidades. En términos económicos, esto representa una reducción del costo por defectos de US$ 1733 a US$ 867, lo que genera un ahorro de US$ 866, equivalente a una disminución aproximada del 50 % en los costos de no calidad.
Tabla 11
Evaluación técnico-económica
|
Indicador |
Escenario base |
Escenario mejorado |
Variación absoluta |
Variación relativa |
|
Producción total (piezas) |
100 |
100 |
— |
— |
|
Tasa de defectos (%) |
10,0 |
5,2 |
-4,8 |
-48 |
|
Piezas defectuosas (ud.) |
10 |
5 |
-5 |
-48 |
|
Costo unitario por defecto (USD) |
173 |
173 |
— |
— |
|
Costo total por defectos (USD) |
1733 |
867 |
-866 |
-50 |
Para comenzar, debemos tener en consideración cómo es el proceso actual de la empresa. Para eso, se detalla que, en el escenario base, el proceso productivo inicia con la recepción de la materia prima, la cual ingresa directamente a producción sin un control estadístico formal de calidad. Posteriormente, las piezas pasan al área de corte, donde los tiempos de operación presentan alta variabilidad y las fallas de la maquinaria se gestionan únicamente mediante mantenimiento correctivo, lo que genera paradas no programadas. Tras el corte, las piezas son enviadas al proceso de soldadura, en el que no existen procedimientos estandarizados ni controles sistemáticos del desempeño del operario. Finalmente, las piezas son inspeccionadas de manera visual a fin de detectar defectos, pero en etapas tardías del proceso, lo que ocasiona reprocesos y rechazos.
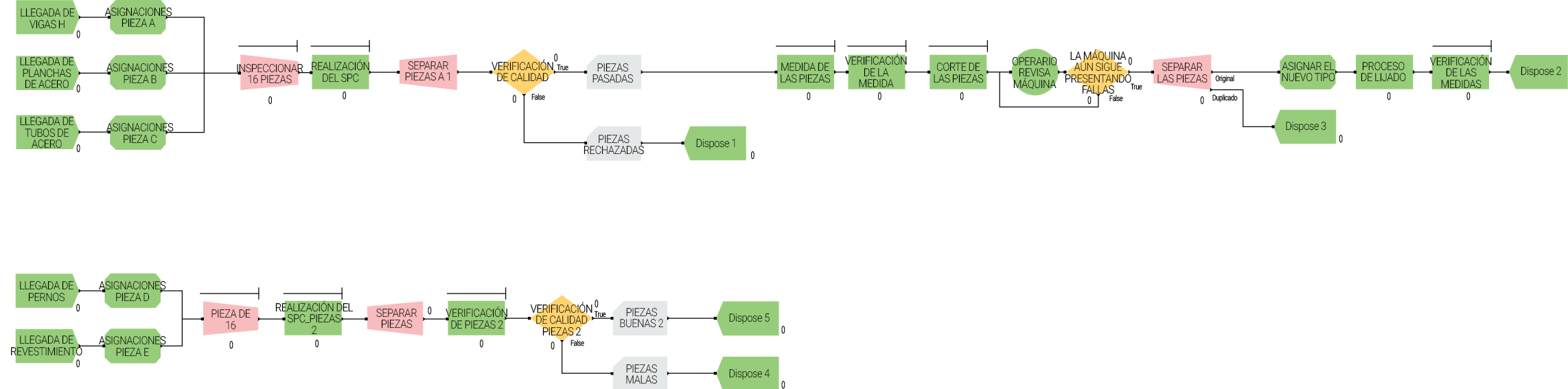
Teniendo en cuenta eso, se validó el modelo mejorado, tal como se muestra en la Figura 8. Esto se realizó mediante una simulación por eventos discretos en Arena Simulation. Se ejecutaron veinte réplicas por escenario con un horizonte de noventa días operativos. Los tiempos de verificación, corte y fallas de máquina fueron modelados según las distribuciones obtenidas con el módulo Input Analyzer.
Se puede observar en la Figura 8, la cual hace referencia al modelo de simulación, que este considera la agrupación de las piezas mediante bloques Batch controlados por atributo, lo que permite conformar lotes de trabajo equivalentes a dieciséis piezas por tipo de material. La aplicación del SPC se modeló a través de un proceso de inspección con recurso asignado y tiempo definido por expresión, seguida de una verificación probabilística que determina la aceptación o rechazo de las piezas. Las piezas no conformes son separadas del flujo mediante bloques Separate. Los procesos de medición y corte se representaron con una lógica similar, diferenciándose únicamente en los tiempos de operación y los criterios de verificación. Asimismo, las fallas de la maquinaria fueron modeladas mediante tiempos de demora adicionales que representan paradas imprevistas y actividades de revisión por parte del operario.
Figura 8
Modelo de simulación mejorado en Arena con herramientas
El desarrollo del estudio se realizó durante un periodo aproximado de ocho semanas, incluyendo las etapas de recolección de datos, análisis del proceso productivo, identificación de causas y desarrollo del modelo de simulación. El costo estimado del estudio fue de aproximadamente US$ 773, compuesto principalmente por las horas de trabajo del equipo de análisis, el uso del software especializado para la simulación y los recursos operativos asociados con la recolección y el procesamiento de datos.
Teniendo en cuenta los resultados obtenidos, se evaluaron los indicadores de utilización del operario de medición, utilización de la máquina de corte, eficiencia del proceso de corte y capacidad real del sistema antes y después de la implementación de la propuesta.
Para asegurar la confiabilidad estadística de los resultados obtenidos en la simulación, se determinó el número mínimo de réplicas mediante la expresión n = (t ⋅ s / e)2, donde t corresponde al valor de la distribución t de Student con un nivel de confianza del 95 % (t = 2,262), s representa la desviación estándar muestral (s = 0,0195) y e corresponde al error tolerado (e = 0,01). A partir de estos parámetros, se estableció la ejecución de veinte réplicas para cada escenario de simulación, garantizando así la confiabilidad de los resultados obtenidos.
Con base en dicha expresión, se obtuvo un mínimo de veinte réplicas para cada escenario de simulación (escenario base y escenario mejorado), garantizando la confiabilidad estadística de los resultados obtenidos. A continuación, en la Tabla 12 se presenta la comparación de los indicadores evaluados en ambos escenarios.
Tabla 12
Comparación de indicadores por escenario
|
Indicador |
Escenario base (%) |
Escenario mejorado (%) |
|
Utilización del operario de medición |
100 |
91,5 |
|
Utilización de la máquina de corte |
20 |
15,0 |
|
Eficiencia del proceso de corte |
50 |
61,9 |
|
Capacidad real del sistema |
50 |
68,9 |
Como se observa en la Tabla 12, se comparan los cuatro indicadores clave (utilización del operario, máquina, eficiencia del corte y capacidad del sistema) en los escenarios base y mejorado. Esta comparación está basada en los resultados obtenidos por simulación y se utiliza como respaldo cuantitativo para validar el impacto del modelo.
En la Tabla 13, se analiza el comportamiento de los recursos críticos dentro del sistema antes y después de la implementación. Se evaluaron tres componentes clave: operario de medición, máquina de corte y operario de corte, considerando su porcentaje de utilización promedio en ambos escenarios simulados.
Tabla 13
Comparación de utilización promedio
|
Recurso |
Base (%) |
Mejorado (%) |
|
Operario de medición |
90,95 |
93,10 |
|
Máquina de corte |
2,28 |
2,57 |
|
Operario de corte |
1,52 |
1,69 |
Los resultados que nos arroja la Tabla 13 indican que, aunque la carga para los trabajadores y los operarios se mantiene alta, su distribución es más equilibrada y estable, lo cual mejora dentro del rendimiento operativo general. La ligera mejora que existe en la utilización de la máquina de corte (+ 0,29 %) y del operario de corte (+ 0,17 %) se debe a la implementación del TPM y de las 5S, ya que estos reducen el tiempo muerto y aumentan la fluidez dentro del proceso de creación de naves industriales. Asimismo, el incremento del uso del operario de medición (+ 2,15 %) también es favorable, ya que refleja una mayor interacción con controles de calidad sin sobrecargar al personal, gracias a mejores tiempos por pieza y mayor previsibilidad.
Finalmente, para asegurar la sostenibilidad de las mejoras implementadas, se aplicaron listas de chequeo semanales, supervisión visual diaria y una evaluación mensual del cumplimiento, utilizando una escala de 1 a 5 puntos para cada dimensión evaluada.
DISCUSIÓN
La simulación de la propuesta permitió comprobar que la aplicación conjunta de las herramientas SPC, TPM y 5S genera mejoras importantes en el proceso productivo. En términos de calidad, el desempeño del proceso se evalúa conforme a los criterios técnicos establecidos por la American Welding Society en la norma AWS D1.1/D1.1M:2025, la cual establece que el desalineamiento en juntas a tope no debe exceder el 10 % del espesor de la parte unida más delgada ni los 3 mm, considerándose el valor menor (American Welding Society, 2025). Este criterio permite asegurar el control de tolerancias geométricas y la integridad estructural de las uniones soldadas. Asimismo, este resultado confirma que la propuesta planteada es funcional y permite mejorar el desempeño del proceso, además de reforzar la importancia de integrar la gestión de calidad con la sostenibilidad organizacional, tal como señalan Zhang et al. (2024).
En el caso del SPC, su implementación permitió identificar materia prima defectuosa antes de que ingrese a la producción, a fin de evitar reprocesos y desperdicios en etapas posteriores. Este hallazgo coincide con lo reportado por Corro et al. (2024), quienes señalan que el uso de herramientas de control estadístico en empresas metalmecánicas permite prevenir fallas desde las primeras etapas del proceso y mejorar la calidad de los insumos.
La aplicación del TPM tuvo un efecto directo en la reducción de las paradas no programadas de la máquina de corte. En el escenario mejorado, las interrupciones mensuales disminuyeron de trece a ocho eventos en promedio, mientras que el tiempo acumulado de parada se redujo en un 35 %, lo que permitió un flujo de producción más continuo y estable. Este resultado es consistente con lo reportado por Naeem et al. (2021), quienes evidencian que la implementación de estrategias de mantenimiento preventivo contribuye a mejorar el rendimiento de los equipos y reducir los tiempos de inactividad. En el presente estudio, esta mejora impacta directamente en la continuidad del proceso productivo y contribuye a la reducción de defectos al disminuir las interrupciones y la variabilidad en las operaciones.
Por último, la implementación de la metodología de las 5S permitió mejorar significativamente las condiciones del área de trabajo, lo que evidenció una mayor organización, limpieza y estandarización de los espacios productivos. De acuerdo con los resultados de la auditoría inicial y final, los criterios evaluados pasaron de niveles de cumplimiento entre 0 y 1 en la etapa inicial a un nivel máximo de 2 en todos los ítems evaluados, lo que evidencia una mejora integral en la aplicación de la metodología. Estas mejoras contribuyeron a la reducción de errores operativos y tiempos improductivos asociados a la búsqueda de herramientas y materiales.
Estos resultados guardan coherencia con lo reportado por Murrieta Guillen et al. (2024), quienes evidencian que la implementación de las 5S puede generar reducciones de hasta el 69 % en los tiempos muertos y un ahorro anual de US$ 2177,86 en empresas del sector metalmecánico. Si bien dichos valores corresponden a un contexto distinto, sirven como referencia para validar que la mejora en la organización y estandarización del área de trabajo tiene un impacto directo en la eficiencia operativa y en la reducción de costos. Asimismo, estos hallazgos se alinean con lo planteado por Soltan y Omar (2022), quienes destacan que la estandarización de procesos y la adecuada organización del trabajo permiten optimizar el flujo operativo y reducir la fatiga del personal.
CONCLUSIONES
El análisis realizado en la empresa de estudio permitió identificar que la elevada tasa de rechazo de piezas defectuosas se originó principalmente por cuatro factores: presencia de materia prima defectuosa, fallas en las máquinas por ausencia de mantenimiento preventivo, bajo nivel de capacitación del personal operativo y falta de procedimientos estandarizados. Estas situaciones afectaron la estabilidad del sistema y generaron reprocesos que disminuyeron la eficiencia operativa.
Los resultados obtenidos mediante la simulación en el software Arena Simulation demostraron que la implementación integrada de herramientas de gestión de calidad es efectiva para mejorar el desempeño del proceso productivo. En particular, la tasa de defectos se redujo del 10 % al 5,2 % y alcanzó valores aceptables dentro del sector metalmecánico, lo que confirmó el cumplimiento del objetivo general de la investigación.
La aplicación conjunta de SPC, TPM y 5S permitió mejorar indicadores clave del sistema productivo, como la estabilidad de los tiempos de proceso, la reducción de paradas no programadas y una mejor utilización de los operarios. Estos resultados evidencian que la integración de herramientas de gestión de calidad dentro de un enfoque de mejora continua puede generar impactos positivos en la eficiencia global y en la capacidad real de producción de las pequeñas empresas manufactureras.
Desde una perspectiva organizacional, la propuesta contribuye a fortalecer una cultura de calidad y mejora continua, lo que incrementa la participación del personal y su compromiso con los objetivos operativos. Además, la reducción de defectos y reprocesos disminuye el desperdicio de materiales y el consumo innecesario de recursos, lo que aporta beneficios ambientales y se alinea con principios de sostenibilidad promovidos en la literatura especializada.
Finalmente, como limitaciones del estudio, se reconoce que el análisis se basa en un modelo de simulación construido a partir de datos históricos y observaciones de un solo contexto empresarial, lo cual puede restringir la generalización de los resultados hacia otras organizaciones del sector. Asimismo, no se realizó una implementación real de las mejoras propuestas, por lo que los resultados obtenidos corresponden a un entorno simulado. Futuras investigaciones podrían validar la propuesta mediante su aplicación práctica en diferentes empresas del sector metalmecánico.
CONFLICTOS DE INTERÉS
Los autores declaran no tener conflictos de interés.
CONTRIBUCIÓN DE AUTORES
Noemi Yasmin Carita Galindo: conceptualización, curación de datos, análisis formal, adquisición de fondos, investigación, administración del proyecto, recursos, visualización, escritura: borrador original, y redacción: revisión y edición. Nicole Nahomi Villanueva Alarcón: conceptualización, curación de datos, análisis formal, adquisición de fondos, investigación, metodología, software, validación, visualización, escritura: borrador original, y redacción: revisión y edición. Wilson David Calderón Gonzales: conceptualización, análisis formal, investigación, supervisión, validación y redacción: revisión y edición.
DECLARACIÓN SOBRE EL USO DE IA GENERATIVA
Durante la preparación de este trabajo, los autores utilizaron ChatGPT como apoyo para la mejora de redacción, organización del contenido y corrección de estilo. Posteriormente, el contenido fue revisado y editado según fue necesario, y los autores asumen la plena responsabilidad del contenido final del artículo.
REFERENCIAS
American Welding Society. (2025). Structural welding code—Steel. https://pubs.aws.org/Download_PDFS/D1.1-D1.1M-2025WebPV.pdf
Corro, D., Tisnado, M., Ontaneda-Portal, M., & Algoner, W. (2024). A systematic review of the lean model manufacturing in the supply chain of the metal-mechanical companies. Proceedings of the 22nd LACCEI International Multi-Conference for Engineering, Education and Technology (LACCEI 2024): Sustainable Engineering for a Diverse, Equitable, and Inclusive Future at the Service of Education, Research, and Industry for a Society 5.0 (pp. 1-9). LACCEI. https://doi.org/10.18687/LACCEI2024.1.1.1461
Elvina, E., Anggraeni, S., Sasongko, S. N., & Erlandian, A. Y. (2022). The influence of total quality management (TQM) on quality cost efficiency and managerial performance and the implications for company performance. Indonesian Interdisciplinary Journal of Sharia Economics, 5(2), 460-481. https://e-journal.uac.ac.id/index.php/iijse/article/view/2161
ElMelegy, A. R., Alnajem, M., & Albuloushi, N. (2022). Assessment of quality performance in the Egyptian manufacturing industry. The TQM Journal, 34(5), 1365-1394. https://doi.org/10.1108/tqm-06-2021-0161
Farida, G., Prabowo, H., & Husnur, A. (2021). The readiness of human resources and organization in implementing total quality management (TQM) in Indonesia’s manufacturing industries. Journal of Engineering Research, 9(4), 246-261 https://doi.org/10.36909/jer.9903
Florez-Cáceres, R. M., Huamán-Echevaría, C. E., & Quiroz-Flores, J. C. (2024). Improving productivity in an SME in the metalworking sector through lean manufacturing and TPM tools. A case study in Peru. The South African Journal of Industrial Engineering, 35(2), 91-109. https://doi.org/10.7166/35-2-3013
Manley, S. C., Williams, R. I., Jr, & Hair, J. F., Jr. (2024). Enhancing TQM’s effect on small business performance: a PLS-SEM exploratory study of TQM applied with a comprehensive strategic approach. The TQM Journal, 36(5), 1252-1272. https://doi.org/10.1108/tqm-10-2021-0299
Medina-Elizondo, M., Molina-Morejón, V. M., Fernández-Contreras, L., & Rodríguez-Figueredo, S. (2022). Quality management system in the supply chain of the metal mechanical manufacturing industry. ECORFAN Journal Republic of Peru, 8(14), 24-33. https://doi.org/10.35429/ejrp.2022.14.8.24.33
Murrieta Guillen, L. J., Alva Alvarez, M., & Díaz Díaz, M. A. (2024). Design of 5S and ATS to reduce costs in a metal-mechanical company. En Proceedings of the 22nd LACCEI International Multi-Conference for Engineering, Education and Technology (LACCEI 2024): Sustainable Engineering for a Diverse, Equitable, and Inclusive Future at the Service of Education, Research, and Industry for a Society 5.0 (pp. 1-9). LACCEI. https://doi.org/10.18687/LACCEI2024.1.1.1589
Naeem, M., Ahmad, N., Hussain, S., Nafees, B., & Hamid, A. (2021). Impact of lean manufacturing on the operational performance: Evidence from textile industry. Humanities & Social Sciences Reviews, 9(3), 951-961. https://doi.org/10.18510/hssr.2021.9393
Narottam, K., Mathiyazhagan, K., & Sharma, V. (2020). Defect reduction in manufacturing industry using lean six sigma approach. En H. Kumar & P. K. Jain, Lecture Notes in Mechanical Engineering (pp. 19-30). Springer. https://link.springer.com/chapter/10.1007/978-981-15-1071-7_3
Pardo, E. (2023). Metalmecánica: ¿qué es? Situación actual, perspectivas y desafíos en el mercado peruano [2025]. Diametral. https://diametral.pe/blog/industria-metalmecanica-peru/
Soltan, H., & Omar, M. (2022). A roadmap for selection of metal welding process: a review and proposals. Welding in the World, 66, 2639-2675. https://doi.org/10.1007/s40194-022-01379-1
Suaña Revilla, M. S., Mendoza Vilca, M. F., & Márquez, G. J. (2024). Improving production processes in the metalworking industry through the implementation of lean and six sigma tools: A systematic literature review. En Proceedings of the 22nd LACCEI International Multi-Conference for Engineering, Education and Technology (LACCEI 2024): Sustainable Engineering for a Diverse, Equitable, and Inclusive Future at the Service of Education, Research, and Industry for a Society 5.0 (pp. 1-9). LACCEI. https://doi.org/10.18687/LACCEI2024.1.1.864
Zhang, S., Rew, D., Jung, J., Wu, S., & Baldo, C. (2024). Impact of organizational citizenship behavior on corporate sustainability through the mediation of TQM: Focus on the textile industry in Bangladesh. The TQM Journal, 36(8), 2193-2210. https://doi.org/10.1108/tqm-02-2023-0056