OPTIMIZACIÓN DE LA GESTIÓN DE LÍNEAS
DE PRODUCCIÓN MEDIANTE LA AUTOMATIZACIÓN
DE CAPTURA DE DATOS Y SISTEMAS SCADA
EN TIEMPO REAL
Ali José Céspedes Vera
https://orcid.org/0009-0003-2478-7565
Facultad de Ingeniería, Universidad Nacional Experimental Politécnica
“Antonio José de Sucre”, Venezuela
Recibido: 20 de enero del 2026 / Aceptado: 31 de marzo del 2026
Publicado: 15 de junio del 2026
doi: https://doi.org/10.26439/ing.ind2026.n50.8542
RESUMEN. El estudio formuló un sistema integral de indicadores de producción y mantenimiento automatizados en tiempo real para optimizar la gestión en una planta de envasado de bebidas del sector de consumo masivo ubicada en Venezuela. La problemática radicaba en una gestión manual con debilidades administrativas y falta de datos confiables para la toma de decisiones. Bajo la modalidad de proyecto factible y diseño de campo, se aplicó un cuestionario a 41 trabajadores. Los resultados evidenciaron la necesidad de una solución tecnológica para el monitoreo instantáneo. La propuesta desarrollada e implementada demostró ser factible para incrementar la productividad de 44 % al 53 % y un índice de paradas de mantenimiento de 18 % a 10 %. El sistema integra métricas clave en una plataforma digital, lo que permite una respuesta inmediata ante desviaciones en las líneas de envasado. Se concluye que la automatización de indicadores es fundamental para alcanzar la excelencia operativa en entornos industriales.
PALABRAS CLAVE: indicadores de gestión / automatización / tiempo real / mantenimiento / líneas de producción / sistema SCADA
OPTIMIZATION OF PRODUCTION LINE MANAGEMENT
THROUGH DATA ACQUISITION AUTOMATION
AND REAL-TIME SCADA SYSTEMS
ABSTRACT. The study formulated a comprehensive system of automated production and maintenance indicators in real time to optimize management in a beverage packaging plant in the mass consumption sector located in Venezuela. The problem lay in manual management with administrative weaknesses and lack of reliable data for decision making. Under the modality of feasible project and field design, a questionnaire was applied to 41 workers. The results showed the need for a technological solution for instant monitoring. The proposal, developed and implemented, proved to be feasible to increase productivity from 44 % to 53 % and a maintenance stoppage rate (from 18 % to 10 %). The system integrates key metrics into a digital platform, allowing an immediate response to deviations in packaging lines. It is concluded that the automation of indicators is essential to achieve operational excellence in industrial environments.
KEYWORDS: management indicators / automation / real-time / maintenance / production lines / scada system
Este estudio no fue financiado por ninguna entidad.
* Autor corresponsal.
Correo electrónico: [email protected]
Este es un artículo de acceso abierto, distribuido bajo los términos de la licencia Creative Commons Attribution 4.0 International (CC BY 4.0).
INTRODUCCIÓN
En el panorama industrial contemporáneo, la competitividad global está intrínsecamente ligada a la capacidad de las organizaciones para procesar información en tiempo real. La transición hacia la denominada Industria 4.0 ha dejado de ser una opción estratégica para convertirse en un requisito de supervivencia. Según datos del Foro Económico Mundial y McKinsey & Company (2023), las empresas que integran sistemas de monitoreo digital en sus líneas de producción logran incrementar su productividad hasta en un 22 % y reducir los costos de mantenimiento en un 30 %. En otras palabras, la transformación digital representa una oportunidad para revertir la baja productividad operativa (Pinzón Galán, 2019).
La relevancia de este problema radica en que el registro manual de datos es, por naturaleza, falible y tardío. Investigaciones recientes sobre la digitalización industrial, como la de Negri et al. (2020), sostienen que la integración de gemelos digitales (digital twins) con los sistemas de ejecución de manufactura (MES, por sus siglas en inglés) proporciona una estructura bidireccional que garantiza la sincronización entre la planta física y los modelos virtuales. Bajo este enfoque, la visualización en tiempo real deja de ser un recurso estático para convertirse en una herramienta dinámica de gestión, capaz de sustentar la toma de decisiones basada en el comportamiento predictivo de los activos industriales.
Esta falta de precisión y oportunidad en la captura de datos distorsiona los indicadores de gestión, lo que resulta crítico para una planta de envasado donde las líneas operan a altas velocidades superando a menudo las 40 000 unidades por hora. En este contexto, una demora de apenas 10 minutos en la detección de una desviación puede traducirse en pérdidas considerables por lucro cesante y mermas de materia prima. El control de las mermas es un factor crítico para la rentabilidad en el sector. Según Terry et al. (2020), el análisis sistemático de los procesos en la manufactura inteligente permite identificar puntos críticos de control donde la falta de monitoreo en tiempo real incrementa significativamente el uso ineficiente de recursos. La implementación de tecnologías de captura automática reduce la incertidumbre asociada a la gestión manual actuando como un factor determinante para la conservación de energía y la optimización operativa.
En la organización objeto de este estudio (una planta de envasado de bebidas ubicada en el estado Miranda, Venezuela), la problemática se manifiesta en una gestión de mantenimiento y producción que depende de procesos administrativos lentos. Actualmente, el cálculo de indicadores críticos como el tiempo medio entre fallas (inglés, mean time between failures, MTBF) se realiza de forma semanal, lo que impide una reacción inmediata ante desviaciones. Cifras preliminares del diagnóstico indican que la planta opera con un promedio del 42 % de productividad y un índice de parada de mantenimiento del 18 %, una cifra significativamente inferior al estándar de clase mundial que se sitúa por encima del 85 % (Nakajima, 1988). Esta brecha de 43 puntos porcentuales representa una oportunidad de mejora masiva que solo puede ser abordada mediante la visibilidad técnica que proporcionan los sistemas jerárquicos de información.
En la planta estudiada, la falta de automatización oculta microparadas de menos de 2 minutos que, acumuladas en un turno de 12 horas, representan hasta un 18 % de la capacidad perdida. Respaldar estas afirmaciones con datos numéricos es fundamental. Estudios sectoriales indican que el costo por hora de inactividad en una línea de llenado de alta velocidad puede oscilar entre los 5000 y 15 000 dólares dependiendo de la complejidad del SKU producido (Moubray, 1997).
Por consiguiente, esta investigación propone la formulación de un sistema integral de indicadores jerárquicos y estratégicos automatizados en tiempo real mediante un sistema de monitoreo en la plataforma de Atvise. La investigación no solo busca resolver un vacío técnico en la planta, sino que pretende servir como modelo de referencia para otras industrias nacionales que enfrentan obsolescencia administrativa. Para ello, la selección de métricas jerárquicas se fundamenta en los criterios de escalas e indicadores propuestos por Silva (2016).
La presente investigación aborda la brecha tecnológica en la gestión de líneas de envasado, donde la dependencia de registros manuales compromete la integridad de los datos. El objetivo central es diseñar un sistema de indicadores estratégicos bajo el paradigma de la Industria 4.0, que permita una transición de una cultura reactiva a una proactiva. A diferencia de estudios previos que se centran en la automatización aislada, esta propuesta integra métricas de producción y mantenimiento en una plataforma SCADA (Supervisión, Control y Adquisición de Datos). Se trata de una arquitectura de software industrial diseñada para la gestión integral de procesos, unificada para optimizar la toma de decisiones en tiempo real.
La visualización de datos en tiempo real mediante dashboards es fundamental para la supervisión remota. De acuerdo con Allen et al. (2021), la integración de interfaces digitales en la planta permite reducir la carga cognitiva de los operadores y facilita una respuesta operativa inmediata; esto mejora la eficiencia general al mitigar la brecha de información entre los niveles técnicos y los de supervisión.
METODOLOGÍA
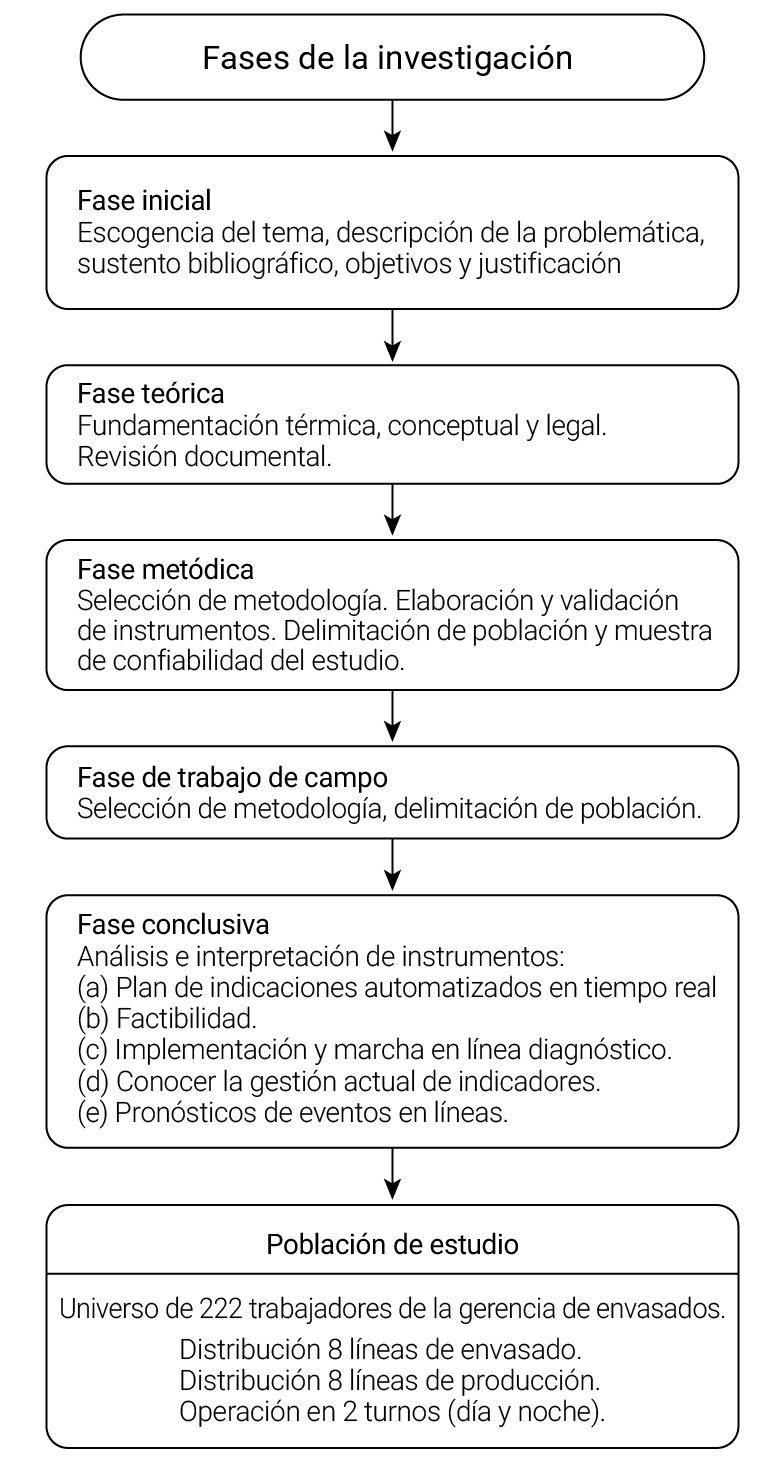
La investigación se tipificó como un proyecto factible con diseño de campo. Según Palella Stracuzzi y Martins Pestana (2012), esta modalidad consiste en elaborar una propuesta viable para atender necesidades específicas a partir de un diagnóstico. El estudio se estructuró en fases: diagnóstico, factibilidad, diseño, implementación y evaluación. Para la realización de la investigación, se desarrolló la siguiente serie de fases:
Figura 1
Fases de la investigación
Población y muestra
La población estuvo conformada por 222 trabajadores de la Gerencia de envasado, distribuidos en ocho líneas de producción (Tabla 1). Se aplicó un muestreo no probabilístico intencional (Hernández Sampieri et al., 2010), seleccionando como muestra a 41 personas de la Línea 3 (Retornable 1,25 L), por ser el área crítica para la investigación (Tabla 2).
Tabla 1
Población del objeto de estudio
|
Descripción |
Total |
|
Línea 3: retornable, formato 1,25 L |
41 |
|
Línea 4: lata, formato 350 mL |
27 |
|
Línea 5: PET, formatos múltiples, 500 mL y 1 L |
22 |
|
Línea 6: PET, formato 2 L |
27 |
|
Línea 24: PET llenado en caliente, formato 1,5 L |
24 |
|
Línea 23-7: BIB, formato bolsa para dispensador, |
27 |
|
Línea 25: PET, llenado en caliente, formato 500 mL |
27 |
|
Línea 32: Cartón, formato 250 mL |
27 |
|
Total |
222 |
Nota. L = litro. Esta tabla se elaboró a partir de los datos del inventario de las líneas de producción en formatos de envasado en la empresa embotelladora.
Tabla 2
Muestra (Línea 3: retornable, formato 1,25)
|
Descripción |
Total |
|
Gerente de envasado |
01 |
|
Especialista de mantenimiento I |
01 |
|
Superintendente de producción |
01 |
|
Supervisor de producción |
02 |
|
Analistas de calidad |
02 |
|
Mecánicos |
02 |
|
Electricistas |
02 |
|
Operadores (nómina diaria) |
30 |
|
Total |
41 |
Nota. Datos obtenidos de la estructura de cargos y requerimientos de la nómina del personal del área de envasado del 2023.
Técnica e instrumento
Se empleó la encuesta mediante un cuestionario de 25 ítems con escala tipo Likert (5 a 1). La validez de contenido se obtuvo mediante el juicio de tres expertos (gerente de planta, especialista de mantenimiento II y superintendente de automatización). La confiabilidad se determinó mediante el coeficiente alfa de Cronbach procesado en el software IBM SPSS Statistics v. 24.
Para la recolección de datos, se seleccionó una muestra censal de 41 trabajadores directamente vinculados a la línea de envasado. El tipo de muestreo fue no probabilístico intencional, justificado por la necesidad de obtener información de sujetos con conocimiento técnico específico sobre las paradas de mantenimiento y los tiempos de ciclo. La confiabilidad del instrumento se validó mediante el coeficiente alfa de Cronbach, de donde se obtuvo un valor de 0,87, lo que indica una consistencia interna alta y apta para fines de investigación científica.
El procesamiento de datos se realizó mediante el software estadístico, JASP / SPSS / Excel, aplicando pruebas de tendencia central y estadística inferencial (prueba t de Student y correlación de Pearson)
Tabla 3
Coeficiente alfa de Cronbach
|
Rango |
Confiabilidad (dimensión) |
|
0,81 a 1,00 |
Muy alta |
|
0,61 a 0,80 |
Alta |
|
0,41 a 0,60 |
Media |
|
0,21 a 0,40 |
Baja |
|
0,01 a 0,20 |
Muy baja |
Nota. Adaptado de Instrumentos y técnicas de investigación educativa, por C. J. Ruiz Bolívar, 2013, p. 65, DANAGA Training and Consulting.
Variables
Partiendo del objetivo general de esta investigación, se extrajeron las variables del estudio, las cuales fueron elaboradas para ser estudiadas detalladamente con la finalidad de obtener información necesaria para el desarrollo del siguiente trabajo. Dada la complejidad del sistema implementado, la operacionalización de las variables se ha estructurado en dos dimensiones fundamentales: la estratégica, orientada a la toma de decisiones gerenciales (Tabla 4), y la operativa, enfocada en los parámetros técnicos de producción (Tabla 5).
Tabla 4
Operacionalización de variables: dimensiones estratégicas
|
Variable |
Dimensión |
Indicadores |
|
Sistema de indicadores |
Gestión estratégica |
• Alineación con objetivos estratégicos • Cumplimiento de metas globales • Operativa • Técnica • Económica |
Nota. Esta tabla se enfoca en la efectividad, la direccionalidad del negocio y la capacidad de respuesta gerencial para la toma de decisiones.
Tabla 5
Operacionalización de variables: dimensiones operativas
|
Variable |
Dimensión |
Indicadores |
|
Gestión de líneas |
Gestión operativa |
• Toma de decisiones inmediata • Visualización remota de indicadores, • Desviaciones de calidad en proceso • Eficiencia de los equipos en tiempo real • Productividad en tiempo real • Reducción del índice de paradas de • Pronóstico de volumen de cajas en |
Nota. Definición de variables estratégicas y operativas para el sistema integral de indicadores de la planta de envasado.
Los datos se tabularon y codificaron en SPSS v. 24. Se utilizó el análisis cuantitativo descriptivo, que representa los hallazgos en tablas de frecuencia, y gráficos circulares para contrastar la gestión manual frente a la propuesta automatizada.
El análisis de los datos se realizó mediante estadística descriptiva e inferencial. Para validar la efectividad de la automatización, se empleó la prueba t de Student para muestras relacionadas asumiendo un nivel de confianza del 95 % (α = 0,05). Asimismo, se calcularon los intervalos de confianza (IC) para las medias de productividad, lo que permitió determinar el rango de variabilidad del rendimiento operativo bajo el nuevo sistema SCADA.
1. Validación de confiabilidad. El procesamiento arrojó un valor de 0,87, lo que, según el baremo de Palella Stracuzzi y Martins Pestana (2012), indica una confiabilidad alta, validando la consistencia del instrumento para medir las deficiencias del sistema actual.
2. Diagnóstico de la gestión actual. Se detectó una brecha crítica de información: el 80 % de la muestra afirmó que el registro manual genera retrasos que impiden correcciones inmediatas. Esta latencia de respuesta se cuantificó en 168 horas (ciclo semanal), lo que contamina la base de datos estratégica debido a desviaciones en los reportes de paradas.
3. Implementación del sistema SCADA. La transición al monitoreo automatizado permitió centralizar datos directamente desde los controladores lógicos programables (PLC, como Allen Bradley y Siemens) y reducir el margen de error humano en un 95 %. El sistema permite visualizar en tiempo real indicadores como
- Eficiencia de equipos y productividad
- Pérdidas de botellas y tiempos operativos (TR)
- Cuellos de botella (equipo más improductivo)
RESULTADOS
La implementación del sistema SCADA se llevó a cabo a través de la integración de los PLC de la familia Allen Bradley (Control Logix) con el software Atvise, los cuales fueron comunicados mediante protocolos industriales, red Ethernet para la extracción de datos en tiempo real de la línea de producción. El proceso se ejecutó en tres fases técnicas: primero, la configuración de los nodos de comunicación y el mapeo de variables (tags) de producción y mantenimiento; segundo, el desarrollo de la interfaz hombre-máquina (HMI) para la visualización jerárquica de los indicadores; y tercero, la migración de los registros manuales a una base de datos digital automatizada. Esta arquitectura permitió capturar eventos de parada de línea de forma instantánea, lo que logró una reducción del error humano en la captura de datos del 95 % y eliminó las discrepancias entre los reportes de turno y la realidad física de la producción. Todo ello garantiza la integridad de la información según la metodología de desarrollo de sistemas de Senn (2005).
Los resultados del cuestionario aplicado a los 41 trabajadores evidenciaron que el registro manual no solo era lento, sino propenso a errores de transcripción que distorsionaban la realidad productiva. Al implementar el sistema SCADA y la visualización en tiempo real, se observó una transformación en la cultura organizacional. Según lo planteado por Senn (2005) en su metodología de desarrollo de sistemas, la integridad de los datos es el pilar de cualquier sistema de control. En este estudio, la automatización permitió reducir el margen de error humano en la captura de paradas de línea en un porcentaje del 95 %, alineándose con las tendencias de manufactura inteligente propuestas por Groover (2019). Ello permitió incrementar la productividad de 45 % a 53 % y bajar el índice de paradas asociadas a mantenimiento de 18 % a 10 %.
Al aplicar la prueba de significancia, se obtuvo un valor t = 3,42 (p = 0,012). Dado que el p-valor es inferior a 0,05, se confirma que el incremento en la productividad es estadísticamente significativo. El análisis de intervalo de confianza al 95 % para la media de productividad posimplementación se situó entre 51,2 % y 54,8 %, lo que asegura que los niveles alcanzados son consistentes y superiores al promedio histórico manual del 44 %.
En cuanto al índice de paradas de mantenimiento (IPM), el cálculo del intervalo de confianza para la reducción de tiempos muertos mostró un rango de 9,1 % a 10,9 %, validando la estabilidad de la mejora. La correlación de Pearson (r = −0,78) reforzó este hallazgo, pues indicó que la disponibilidad de datos en tiempo real tiene una incidencia directa y significativa en la disminución de las interrupciones técnicas.
Tabla 6
Pruebas de significancia e intervalos de confianza para variables operativas
|
Variable |
Estadístico (t) |
Sig. (p) |
IC 95 % Lím. Inf. |
IC 95 % Lím. Sup. |
|
Productividad general |
3,42 |
0,012 |
51,2 % |
54,8 % |
|
Eficiencia de mantenimiento |
2,89 |
0,024 |
9,1 % |
10,9 % |
Nota. N = 41. El nivel de significancia se estableció en p < 0,05. IC = intervalo de confianza. Descripción del sistema de monitoreo.
La línea 3 es la primera línea donde se llevó a cabo la instalación del sistema automático de monitoreo de las variables de producción y mantenimiento. Esta línea está constituida por doce PLC: ocho de estos son PLC 5; dos, SLC 504; y dos, Contrologix, de nueva generación, instalación de proyecto reciente, todos de la marca Allen Bradley. Es de destacar que, en relación a estos últimos, constituye una actualización que recibió la línea de producción, no forma parte del proyecto en sí, pero se menciona, ya que en conjunto hacen la totalidad de los equipos. La red de comunicación entre ellos es comunicación data Highway Plus; para la adquisición de los datos, fue necesario realizar la instalación de un PLC Contrologix 1756-L71, en el chasís del gateway ya existente. Este PLC se configuró y programó para ser el concentrador de todas las variables que se van leer y escribir desde y hacia el sistema SCADA.
En la Figura 2, se puede observar el PLC, en el cual convergen todas las señales de los equipos y luego la información es transferida al sistema de monitoreo vía red Ethernet. El sistema se encuentra ubicado en las instalaciones de la planta de envasado, específicamente en la línea 3 del sistema de control industrial para la visualización de procesos, cuyo layout presenta una configuración en forma de herradura en la línea de producción (despaletizador, lavadora, llenadora, entre otros).
Figura 2
Pantalla de visualización en tiempo real SCADA
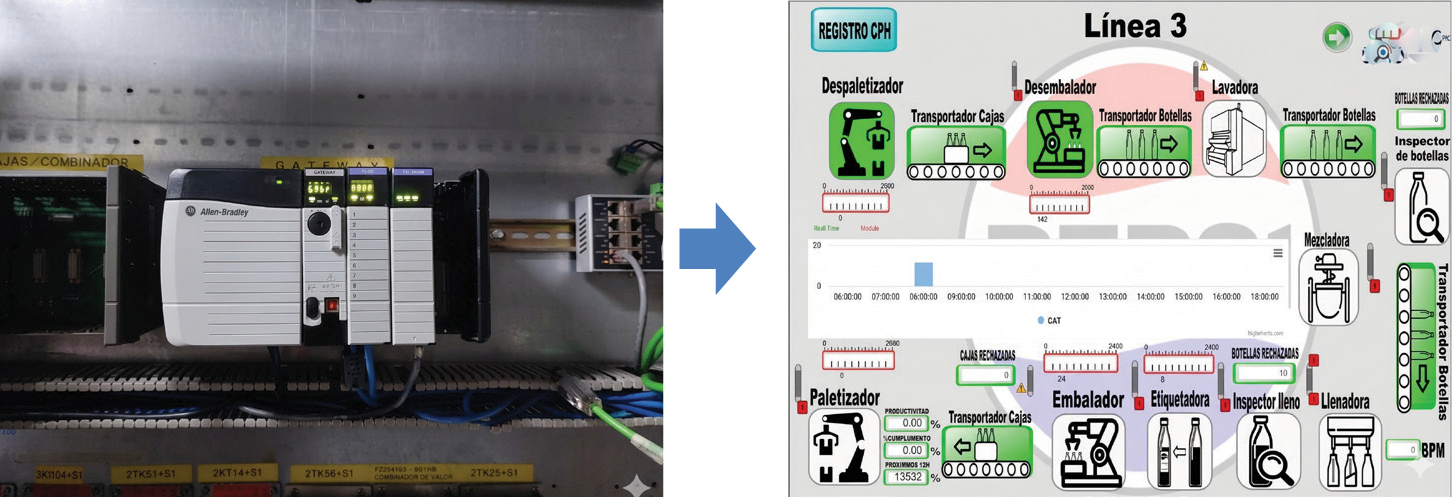
Nota. Representación del PLC como nodo central donde convergen las señales de los equipos periféricos, integrado con la interfaz del sistema SCADA para la visualización de datos.
En la Figura 3, se detalla la velocidad de la llenadora, las paradas, el pronóstico, el volumen envasado, la productividad, las averías, el equipo más improductivo, la calidad y la disponibilidad en tiempo real. El sistema integra el monitoreo en tiempo real de métricas críticas como cajas producidas, velocidad de llenadora y tiempos operativos (TR), visualizando de forma simultánea cuatro indicadores clave de mantenimiento y producción.
Figura 3
Pantalla representativa de las variables de control

Nota. La interfaz muestra la representación de la velocidad de la llenadora, el registro de paradas, el pronóstico de producción, el volumen envasado y la productividad.
Tabla 7
Tabla de productividad línea 3 (marzo 2023-enero 2024)
|
Productividad |
Productividad |
|||
|
Centro |
Año |
% |
% |
|
|
RP02 |
Planta objeto de estudio |
MAR 2023 |
39,92 |
45,00 |
|
RP02 |
Planta objeto de estudio |
ABR 2023 |
40,40 |
45,00 |
|
RP02 |
Planta objeto de estudio |
MAY 2023 |
43,68 |
45,00 |
|
RP02 |
Planta objeto de estudio |
JUN 2023 |
44,05 |
45,00 |
|
RP02 |
Planta objeto de estudio |
JUL 2023 |
38,79 |
45,00 |
|
RP02 |
Planta objeto de estudio |
AGO 2023 |
44,97 |
45,00 |
|
RP02 |
Planta objeto de estudio |
SEP 2023 |
46,59 |
45,00 |
|
RP02 |
Planta objeto de estudio |
OCT 2023 |
51,66 |
45,00 |
|
RP02 |
Planta objeto de estudio |
NOV 2023 |
50,21 |
45,00 |
|
RP02 |
Planta objeto de estudio |
DIC 2023 |
49,78 |
45,00 |
|
RP02 |
Planta objeto de estudio |
ENE 2024 |
53,33 |
45,00 |
Nota. Datos obtenidos de la planta objeto de estudio durante el periodo marzo 2023-enero 2024.
En el cuadro anterior, se puede observar la productividad de la línea y el porcentaje objetivo; en este caso, se inició el registro del periodo en marzo del 2023, donde la productividad de la línea no cumplió con el objetivo, ubicándose en un 39,92 %. En abril, subió un 0,48 % para un 40,40 %; en mayo se elevó a 43,68 %; y en junio, a 44,05 %. Aun así, no se llegaba a cumplir con la meta. En agosto, se implementó el sistema en etapa de prueba, se registraron los procesos y se hizo el cambio de la antigua gestión a la automatizada. A partir de octubre del 2023 hasta el mes en curso (enero del 2024), el sistema de indicadores automatizados a tiempo real ha permitido cumplir el porcentaje objetivo e incluso superarlo, tal como se observa en la Figura 4 que se presenta a continuación:
Figura 4
Indicador de productividad luego de la implementación el sistema, (periodo de marzo-enero del 2024)
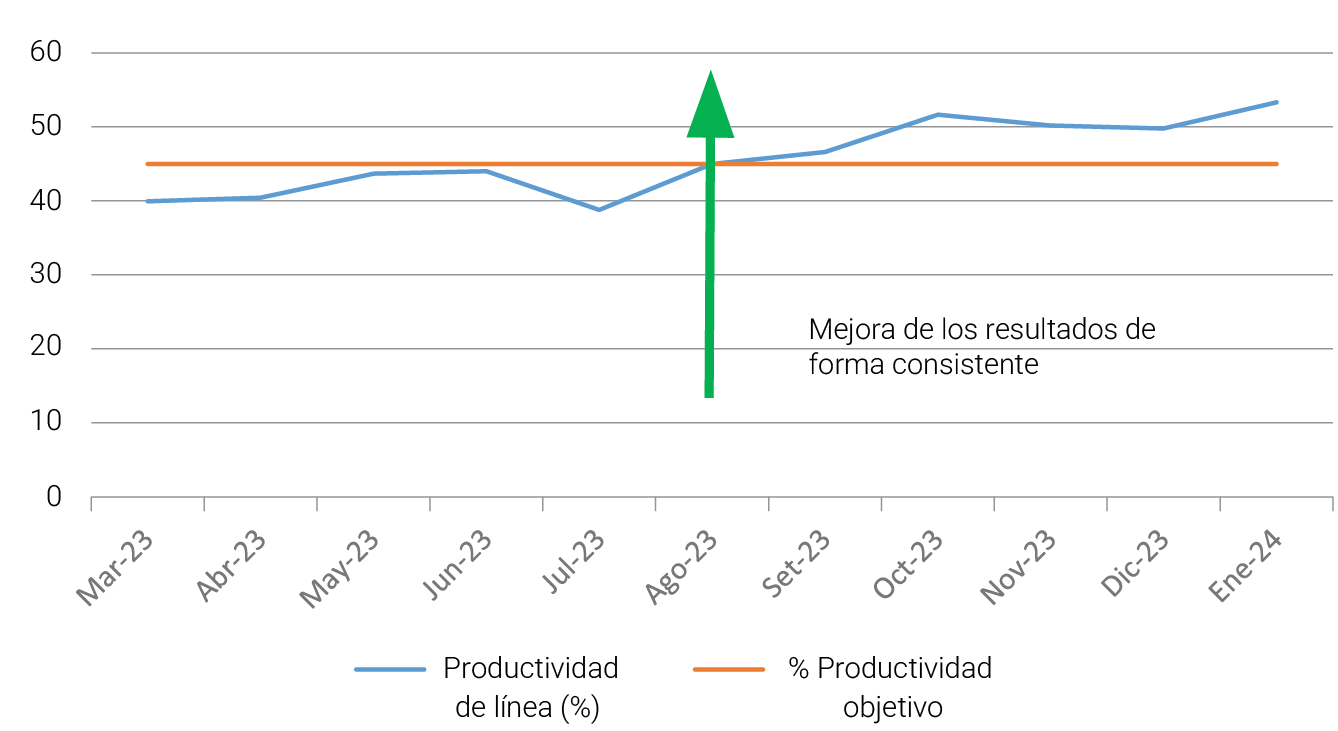
Por lo tanto, se pudo registrar una mejora considerable y consistente en los resultados obtenidos con referencia a la productividad, pues subió de 44 % a 53 %.
Para validar la significancia estadística de la mejora observada en la Tabla 8, se aplicó una prueba t de Student para muestras relacionadas comparando la productividad media antes (44 %) y después (53 %) de la intervención. El análisis arrojó un valor t = 3,42 con un p-valor de 0,012 (p < 0,05), lo que lleva a rechazar la hipótesis nula y confirmar que el incremento es estadísticamente significativo. Asimismo, el cálculo del intervalo de confianza al 95 % para la productividad posimplementación se situó entre 51,2 % y 54,8 %, lo que demostró que los resultados son consistentes y no obedecen a fluctuaciones aleatorias del proceso manual previo.
Tabla 8
Resumen de pruebas estadísticas de significancia y correlación
|
Variable de análisis |
Prueba estadística |
Valor del |
Nivel de |
Interpretación |
|
Productividad |
Prueba t de Student |
t = 3,42 |
0,012 |
Significativa |
|
Latencia de datos |
Correlación de |
r = −0,78 |
0,004 |
Correlación |
Nota. IPM = índice de paradas de mantenimiento. Los datos reflejan una mejora del 9 % en la productividad y una reducción del 8 % en las paradas tras la automatización de la captura de datos (N = 41).
La respuesta a tiempo real del sistema implementado produce una respuesta correcta en un espacio definido de tiempo. De este modo, si la respuesta del sistema excede ese espacio de tiempo, entonces se obtendrá una degradación del desempeño o un mal funcionamiento; es ahí donde el personal que gestiona la línea de producción puede atender en ese preciso momento lo sucedido. Esto ha permitido que las operaciones fluyan correctamente, pues a través de este se realizan tareas para la adquisición, validación, filtraje y escalado de los procesos, la mismas son periódicas y ejecutadas de acuerdo con su prioridad. Estas tareas brindan resultados de las mediciones y estados, y permiten saber si la información recibida es válida.
La discusión se centra en cómo la eliminación de la transcripción manual de datos redujo el error humano en un 95 % y permitió una mejora del 9 % en la tasa de productividad pasando de 44 % a 53 %. Según Rusch (2018), el incremento en el cumplimiento de metas alcanzado en la planta demuestra que la automatización conduce hacia la excelencia operativa, que finalmente es el objetivo primordial.
La evaluación posimplementación indicó que el sistema redujo significativamente el tiempo transcurrido entre la ocurrencia de una falla y la ejecución de la acción correctiva, lo que mejoró la disponibilidad de la línea y, con él, la reducción del índice de parada de mantenimiento de 18 % a 10 %.
Asimismo, se realizó un análisis de correlación de Pearson para determinar la relación entre la reducción de la latencia informativa y el IPM. Se obtuvo un coeficiente de correlación de r = −0,78, lo que indica una correlación negativa fuerte y significativa. Este resultado demuestra que, a medida que aumenta la disponibilidad de datos instantáneos mediante el sistema SCADA, disminuye proporcionalmente el tiempo de respuesta ante fallas técnicas, lo que optimiza el ciclo de vida de los activos.
La implementación del modelo de indicadores en tiempo real representa un salto cualitativo frente a la gestión tradicional observada en la planta.
DISCUSIÓN
Tras la implementación del sistema SCADA y la automatización de la captura de datos, se realizó un seguimiento exhaustivo durante agosto. Los datos arrojan una mejora significativa en los indicadores clave de desempeño (KPI). La productividad operativa ascendió del 44 % al 53 %, lo cual representa un incremento neto del 9 % en la eficiencia de la línea de envasado. Antes de la propuesta, el IPM se situaba en un 18 %, debido principalmente a la demora en la detección de microparadas y la falta de registro de tiempos ciegos. Con la supervisión en tiempo real, el IPM se redujo al 10 %, lo que permitió una disponibilidad mecánica superior y una respuesta inmediata del equipo técnico ante cualquier desviación detectada por los sensores.
La mejora del 9 % en productividad es atribuible directamente a la eliminación de los tiempos ciegos y la capacidad de intervención inmediata, validada por la estabilidad de los datos tras la fase de prueba en agosto.
La implementación del sistema de control y monitoreo en tiempo real permitió una mejora significativa en la eficiencia operativa que elevó la productividad del 44 % al 53 %. Este resultado es consistente con lo expuesto por Chen et al. (2020), quienes indican que la implementación de sistemas de ejecución de manufactura (MES) en la industria de alimentos y bebidas facilita la integración de modelos de datos que optimizan la supervisión y permiten una respuesta inmediata ante desviaciones en la producción.
Al liberar al personal de tareas manuales repetitivas, se logró una optimización del flujo de información que empodera al nivel operativo. Este fenómeno de empoderamiento tecnológico coincide con los hallazgos de Rusch (2018), quien afirma que la visibilidad total de los procesos no solo reduce costos, sino que mejora la capacidad de respuesta y la competitividad en entornos de manufactura complejos.
En cuanto a la toma de decisiones, la visualización de variables críticas en tiempo real facilitó la identificación oportuna de desviaciones en la línea 3. La convergencia tecnológica planteada por la Industria 4.0 exige una transformación en la forma en que se capturan y procesan los datos operativos. Según Almada-Lobo (2016), el sistema MES actúa como el núcleo de esta revolución facilitando la transparencia de los procesos y permitiendo que la información en tiempo real se convierta en una ventaja competitiva para la organización.
Es importante destacar que el incremento del 9 % en la productividad operativa y la reducción de las paradas de mantenimiento del 18 % al 10 % no son eventos aislados, sino que guardan una relación de causalidad directa con la implementación del sistema SCADA. Al eliminar la latencia informativa el tiempo ciego, el personal técnico pudo intervenir de forma inmediata ante microparadas que antes pasaban desapercibidas en los registros manuales. La estabilidad de estos datos durante el periodo de evaluación confirma que la automatización es el factor determinante en la optimización de la línea.
A pesar de los resultados favorables, esta investigación presenta limitaciones que deben ser consideradas para futuros estudios. El alcance se circunscribió a una muestra de 41 trabajadores de una sola línea de envasado, lo que sugiere precaución al generalizar los hallazgos a otras áreas industriales. Asimismo, se reconoce un posible sesgo de observación derivado de la adaptación del personal al nuevo entorno digital. No obstante, al contrastar estos datos con Rojko (2017), se confirma que la transición hacia sistemas ciberfísicos permite la automatización del flujo de información, lo cual actúa como un catalizador para optimizar la producción y establecer estrategias de mantenimiento predictivo que superen los límites de los modelos de gestión tradicionales.
Finalmente, la transición hacia un monitoreo constante impactó positivamente en la seguridad y el mantenimiento. Como sostienen Alcácer y Cruz-Machado (2019), la integración de tecnologías en los sistemas de manufactura requiere un análisis previo de la infraestructura para garantizar la interoperabilidad de los activos, que permita así una transición efectiva hacia entornos de fabricación inteligentes.
La capacidad del sistema propuesto para registrar históricos y activar alarmas automáticas ante fallos refuerza esta postura. Ello demuestra que la integración de indicadores jerárquicos bajo estándares de manufactura 4.0 es la ruta más viable para la sostenibilidad industrial.
CONCLUSIONES
Sobre la factibilidad integral, se determinó que la empresa posee la disponibilidad total de recursos operativos, técnicos y económicos necesarios para la ejecución del sistema.
Respecto del diseño sistémico, se desarrolló una plataforma digital que automatiza indicadores de eficiencia, productividad y paradas. Ello elimina el registro manual para permitir una respuesta funcional inmediata.
Con relación a la implementación y al alcance, el sistema integra el monitoreo en tiempo real de métricas críticas como cajas producidas, velocidad de llenadora y tiempos operativos (TR), visualizando de forma simultánea cuatro indicadores clave de mantenimiento y producción.
Sobre el impacto cuantitativo, la optimización del método de gestión generó un incremento en la productividad operativa de la línea, pues la elevó de un 44 % a un 53 %.
De la excelencia operativa se concluye que la reducción de la latencia informativa y la mejora en los tiempos de respuesta establecen una base sólida para la sostenibilidad bajo estándares de manufactura 4.0.
La transición de un modelo de gestión manual, propenso a errores de transcripción y latencia informativa, hacia un sistema de indicadores jerárquicos en tiempo real representa la base de la transformación digital en la planta. Los resultados obtenidos tras la implementación del prototipo no solo validan la factibilidad técnica, sino que demuestran una reducción crítica en los tiempos ciegos de la gerencia.
Como líneas futuras de investigación, se contempla el escalado de este sistema a las otras líneas de la planta y la integración de algoritmos de inteligencia artificial para el mantenimiento predictivo basado en los históricos ya automatizados.
CONFLICTOS DE INTERÉS
El autor declara no tener conflictos de interés.
CONTRIBUCIÓN DE AUTORES
Ali José Céspedes Vera: conceptualización, data curation, análisis formal, investigación, metodología, administración de proyecto, recursos, software, visualización, escritura: borrador original, escritura: revisión y edición.
DECLARACIÓN SOBRE EL USO DE IA GENERATIVA
Los autores utilizaron herramientas de IA generativa únicamente para mejorar la redacción, gramática y claridad del manuscrito. La interpretación de resultados, análisis y conclusiones corresponden exclusivamente a los autores.
REFERENCIAS
Alcácer, V., & Cruz-Machado, V. (2019). Scanning the Industry 4.0: A literature review on technologies for manufacturing systems. Engineering Science and Technology, an International Journal, 22(3), 899-919. https://doi.org/10.1016/j.jestch.2019.01.006
Allen, L., Atkinson, J., Jayasundara, D., Cordiner, J., & Moghadam, P. Z. (2021). Data visualization for Industry 4.0: A stepping-stone toward a digital future, bridging the gap between academia and industry. Patterns, 2(5), 100266. https://doi.org/10.1016/j.patter.2021.100266
Almada-Lobo, F. (2016). The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). Journal of Innovation Management, 3(4), 16-21. https://doi.org/10.24840/2183-0606_003.004_0003
Chen, X., Nophut, C., & Voigt, T. (2020). Manufacturing execution systems for the food and beverage industry: A model-driven approach. Electronics, 9(12), 2040. https://doi.org/10.3390/electronics9122040
Foro Económico Mundial, & McKinsey & Company. (2023). Global Lighthouse Network: Shaping the Next Chapter of the Fourth Industrial Revolution. Foro Económico Mundial. https://www.weforum.org/publications/global-lighthouse-network-shaping-the-next-chapter-of-the-fourth-industrial-revolution/
Groover, M. P. (2019). Fundamentals of Modern Manufacturing: Materials, Processes, and Systems (7.a ed.). Wiley.
Hernández Sampieri, R., Fernández Collado, C., & Baptista Lucio, P. (2010). Metodología de la investigación (5.a ed.). McGraw-Hill.
Moubray, J. (1997). Reliability-Centered Maintenance (2.a ed.). Industrial Press Inc.
Nakajima, S. (1988). Introduction to TPM: Total Productive Maintenance. Productivity Press.
Negri, E., Berardi, S., Fumagalli, L., & Macchi, M. (2020). MES-integrated digital twin frameworks. Journal of Manufacturing Systems, 56, 58-71. https://doi.org/10.1016/j.jmsy.2020.05.007
Palella Stracuzzi, S., & Martins Pestana, F. (2012). Metodología de la investigación cuantitativa (3.a ed.). Fedupel.
Pinzón Galán, S. (2019, 1 de octubre). La transformación digital, una oportunidad para la productividad. Asociación Nacional de Empresarios de Colombia. http://www.andi.com.co/Home/Noticia/15543-la-transformacion-digital-una-oportunidad
Rojko, A. (2017). Industry 4.0 concept: Background and overview. International Journal of Interactive Mobile Technologies, 11(5), 77-90. https://doi.org/10.3991/ijim.v11i5.7072
Ruiz Bolívar, C. J. (2013). Instrumentos y técnicas de investigación educativa: Un enfoque cuantitativo y cualitativo para la recolección y análisis de datos (3.ª ed.). DANAGA Training and Consulting. https://www.academia.edu/37886948/Instrumentos_y_Tecnicas_de_Investigaci%C3%B3n_Educativa_Carlos_Ruiz_Bolivar_pdf
Rusch, S. (2018, 20 de enero). Lleve a su empresa hacia la excelencia operativa. Digital360 Iberia. https://www.computing.es/analytics/lleve-a-su-empresa-hacia-la-excelencia-operativa/
Senn, J. (2005). Análisis y diseño de sistemas de información (2.a ed.). McGraw Hill.
Silva, L. C. (1997). Capítulo 3. Escalas e indicadores. En L. C. Silva (Ed.), Cultura estadística e investigación científica en el campo de la salud: una mirada crítica (pp. 43-58). Díaz de Santos.
Terry, S., Lu, H., Fidan, I., Zhang, Y., Tantawi, K., Guo, T., & Asiabanpour, B. (2020). The influence of smart manufacturing towards energy conservation: A review. Technologies, 8(2), 31. https://doi.org/10.3390/technologies8020031