Implementación de indicadores
de la manufactura esbelta: eficiencia global
de los equipos y las seis grandes pérdidas
del mantenimiento en la empresa Pack-ISI
Erick Uriel Morales Cruz*
https://orcid.org/0009-0008-2071-9713
Instituto de Ciencias Básicas e Ingeniería,
Universidad Autónoma del Estado de Hidalgo, México
Melina Pérez Castelán
https://orcid.org/0009-0000-4050-9678
Instituto de Ciencias Básicas e Ingeniería,
Universidad Autónoma del Estado de Hidalgo, México
Lidia Ramírez Quintanilla
https://orcid.org/0009-0006-6270-0469
Instituto de Ciencias Básicas e Ingeniería,
Universidad Autónoma del Estado de Hidalgo, México
Sergio Blas Ramírez Reyna
https://orcid.org/0000-0003-0827-7074
Instituto de Ciencias Básicas e Ingeniería,
Universidad Autónoma del Estado de Hidalgo, México
Recibido: 9 de febrero del 2025 / Aceptado: 7 de marzo del 2025
Publicado: 10 de junio del 2025
https://doi.org/10.26439/ing.ind2025.n48.7750
RESUMEN. El objetivo de esta investigación fue evaluar la eficiencia global de los equipos y las seis grandes pérdidas en el mantenimiento de una máquina peletizadora de una empresa del sector plástico. La evaluación se llevó a cabo entre el 5 y el 10 de agosto
Este estudio no fue financiado por ninguna entidad.
* Autor de correspondencia
Correos electrónicos en orden de aparición: [email protected], [email protected], [email protected], [email protected]
Este es un artículo de acceso abierto, distribuido bajo los términos de la licencia Creative Commons Attribution 4.0 International (CC BY 4.0).
del 2024. Para ello, se desarrolló un análisis de causa raíz que permitió establecer un plan de mejora. Los resultados señalaron una eficiencia global de equipos por debajo del 80 %, es decir, no alcanzaba el estatus de clase mundial. Además, se encontró que las paradas no programadas y menores fueron las responsables en la reducción de la eficiencia global. Finalmente, el análisis de causa raíz permitió establecer acciones que redujeron tiempos muertos, paros no programados y producto fuera de especificación, lo que incrementó la calidad y productividad.
PALABRAS CLAVE: gestión / mantenimiento / OEE / disponibilidad / lean / calidad / productividad
IMPLEMENTATION OF LEAN MANUFACTURING INDICATORS: OVERALL EQUIPMENT EFFICIENCY AND THE SIX MAJOR LOSSES OF MAINTENANCE AT PACK-ISI COMPANY
ABSTRACT. The purpose of this study was to assess both the overall equipment efficiency (OEE) and the six major maintenance losses in a pelletizing machine owned by a plastics company. An improvement plan was established through the development of a root cause analysis. The investigation was conducted between August 5 and 10, 2024. The results indicated an OEE below 80 %, not reaching world class status. It was found that unscheduled and minor stops were responsible for the reduction in global efficiency. The root cause analysis allowed us to establish actions that reduced downtime, unscheduled stoppages, and out-of-specification products, thus increasing quality and productivity.
KEYWORDS: management / maintenance / OEE / availability / lean / quality / productivity
Introducción
La administración del mantenimiento es una actividad clave para cualquier empresa. Este departamento juega un rol muy importante, ya que, gracias a la disponibilidad y rendimiento de los equipos, el proceso productivo se puede realizar correctamente. Por ello, un diagnóstico adecuado del estado actual del sistema puede llevarse a cabo empleando diferentes herramientas de clase mundial, lo que incrementa la calidad, productividad y satisfacción de los clientes (Cruz Álvarez, 2004).
Como respuesta a la necesidad de una filosofía en la gestión y administración del mantenimiento, surge el total productive maintenance (TPM). Como su nombre lo indica, consiste en buscar que los trabajadores tengan la capacidad de realizar mantenimientos autónomos, con énfasis en el desarrollo de actividades durante la producción para minimizar paros o problemas de producción considerando todos los aspectos del proceso, incluso el factor humano (Ben-Daya et al., 2009).
Existen varias metodologías que pueden incrementar la eficiencia de los equipos derivados del TPM, como son la manufactura esbelta, las 5S, la eficiencia global de equipos (overall equipment effectiveness, OEE), el mantenimiento autónomo, entre otras (Correia Pinto et al. 2020). Estas se enfocan en la eliminación de los seis grandes desperdicios en los sistemas productivos (Luna Galarza & Cerrón Rojas, 2019), los cuales se desarrollan más adelante (véase la Tabla 1).
Debido a que el principal objetivo del TPM es maximizar la eficiencia de los equipos, se establecieron distintos indicadores para monitorear sistemas de distintos tipos y medir su eficiencia y eficacia respecto de la gestión del mantenimiento (Ahuja & Khamba, 2008; Jain et al., 2014). Uno de los más importantes y ampliamente empleados es el OEE debido, principalmente, a su versatilidad y fácil interpretación (Espinoza Pinedo, 2021).
Se ha empleado la OEE como una medida de la productividad de sistemas eficientes de manufactura a partir de sus componentes como indicativo del nivel de “excelencia operacional” (Ingemansson, 2004). Si bien no existe un consenso acerca del porcentaje de OEE que convierte a un sistema TPM de clase mundial, se suele considerar que estar por encima del 85 % es un nivel aceptable para la cultura lean (Muchiri & Pintelon, 2008; Parida et al., 2015).
Dentro del cálculo del OEE se ha podido identificar lo que se conoce como las seis principales pérdidas de disponibilidad y rendimiento en los sistemas de mantenimiento, conocidas también como las seis grandes pérdidas del mantenimiento, las cuales pueden ser ordenadas en los tres aspectos clave que componen el OEE (Nakajima, 1988), tal como se muestra en la ecuación 1.
OEE = D X R X C (1)
D = tiempo total de jornada ― paros programados ― paros no programados (1.1)


Donde:
D = disponibilidad (tiempo total disponible el total de horas teóricas de trabajo)
R = rendimiento (relación entre las piezas reales producidas respecto a las teóricas)
C = calidad (porcentaje de piezas producidas que cumplen con las especificaciones del cliente)
Se ha destacado al indicador OEE como el ideal para monitorear el funcionamiento de un sistema de manufactura, ya que se enfoca en la identificación y determinación de las seis grandes pérdidas de los sistemas productivos y porque enfatiza que la productividad, disponibilidad y calidad permiten conocer el estado operacional de equipos o líneas de producción. Además, al ser un indicador de desempeño, su aplicación se suele enfocar en el control; sin embargo, al permitir enfocar esfuerzos y recursos, es muy útil como diagnóstico del estado actual del sistema de mantenimiento (Bamber et al., 2003). Asimismo, el OEE es un indicador eficaz en la medición de la gestión del mantenimiento; sin embargo, se ha destacado la importancia de dividir los componentes del OEE en las conocidas seis grandes pérdidas del mantenimiento para un mejor monitoreo y control de los indicadores del sistema de mantenimiento (Romanenko & Baybus, 2017) (véase la Tabla 1).
Tabla 1
Las seis grandes pérdidas del mantenimiento
|
Número |
Aspecto del OEE |
Pérdida |
Descripción |
|
1 |
Pérdidas de disponibilidad |
Pérdidas por paradas no programadas |
Fallas en los equipos que requieren de un mantenimiento correctivo. Se pueden clasificar en comunes y especiales. Las primeras son esperadas después de un cierto tiempo de operación, mientras que las segundas no se esperan y pueden ser ocasionadas por fallas en los equipos, condiciones deficientes de operación, etcétera. |
|
2 |
Pérdidas por arranque o configuración de maquinaria |
Todas aquellas paradas “menores” derivadas del proceso de manufactura suelen presentarse en los cambios de dados, moldes, troqueles, entre otros. Se suelen emplear herramientas como el SMED (single minute exchange or die) para su eliminación (Braglia et al., 2020). |
|
|
3 |
Pérdidas de rendimiento |
Pérdidas por paradas menores |
Paradas que no suelen ser mayores a diez minutos. Estas no corresponden a un paro del equipo, tampoco se relacionan con pérdidas de arranque o configuración, sino que constituyen paros relacionados con falta de materia prima, cuellos de botella en el proceso o, incluso, “averías” no significativas en los equipos. |
|
4 |
Pérdidas de velocidad |
Pérdidas en velocidad de producción que, en caso de que el equipo opere bajo sus condiciones estándares o máximas de operación, pudieran generar un sacrificio en calidad por fallas en calibración o desajustes, incluso en daños por desgaste en los componentes principales. |
|
|
5 |
Pérdidas de calidad |
Pérdidas por defectos |
Fallas en los equipos que requieren de un mantenimiento correctivo. Se pueden clasificar en comunes y especiales. Las primeras son esperadas después de un cierto tiempo de operación, mientras que las segundas no se esperan y pueden ser ocasionadas por fallas de fatiga en los equipos, condiciones deficientes de operación, etcétera. Es necesario investigar siempre la causa para eliminarla. |
|
6 |
Pérdidas por reducción de desempeño |
Pérdidas de rendimiento derivadas del scrap o desecho, los cuales incrementan costos y tiempo de producir nuevamente. |
La industria del plástico en México enfrenta grandes desafíos derivados de los constantes cambios en tecnologías emergentes, materiales, métodos, maquinaria y productos. Por ello, la correcta implementación de herramientas de clase mundial garantiza su permanencia y competitividad a partir de la reducción de tiempos de entrega (Mendoza Coaricona & Cordova Pillco, 2024).
El uso de las herramientas de la cultura lean se ha vuelto una necesidad para contar con sistemas competitivos y efectivos en entornos cambiantes. La industria plástica, en general, no suele satisfacer las órdenes de producción y presenta demoras debido a una baja capacidad de producción, lo que ocasiona un incremento de costos por retrabajos o tiempo extra (Quiroz-Flores & Vega-Alvites, 2022). La correcta aplicación de indicadores de clase mundial, como el OEE y la implementación de acciones de mejora, permite reducir o eliminar paros no programados y maximizar la eficiencia del proceso, lo que permite a la empresa cumplir con su producción planeada y evitar pérdidas (Poves-Calderno et al., 2019).
Por lo anterior, el propósito de esta investigación fue evaluar e incrementar el OEE para reducir las seis grandes pérdidas de los equipos en una máquina peletizadora, a partir de una investigación en sitio y el desarrollo de un plan de mejora que permitiera reducir, controlar o eliminar las seis grandes pérdidas en la producción para mejorar la gestión del mantenimiento (Canahua Apaza, 2021). La contribución principal de este artículo es aportar en la poca literatura enfocada en el cálculo individual de cada pérdida del mantenimiento y la determinación de causas raíz para el incremento del OEE.
Metodología
La metodología que se empleó corresponde a una investigación en sitio. Inicialmente, se diseñaron los tipos de paros programados y no programados con base en los requerimientos de la organización y se les asignó un tiempo estándar para medirlo como indicador de desempeño. Algunos indicadores tipo matriz se han diseñado para el monitoreo del mantenimiento (Ferreira et al., 2019); sin embargo, para la presente investigación, el OEE y las seis grandes pérdidas se emplearon a partir de la observación directa en campo.
Los datos presentados se recolectaron durante la semana del 5 al 10 de agosto del 2024. Se eligió esta semana como muestra representativa debido a que, de acuerdo con el plan maestro de producción y la gerencia, era el momento en el que se presentaba la demanda más estable a lo largo del año. Asimismo, dicha semana de muestra permitió un diagnóstico inicial del nivel de cumplimiento de los indicadores de clase mundial (Stamatis, 2017). Además, se eligió la máquina peletizadora debido a que el 70 % de la producción total de reciclaje de la planta era producida por este equipo. La investigación se llevó a cabo al aplicar la estructura que se muestra en la Figura 1.
Figura 1
Procedimiento metodológico
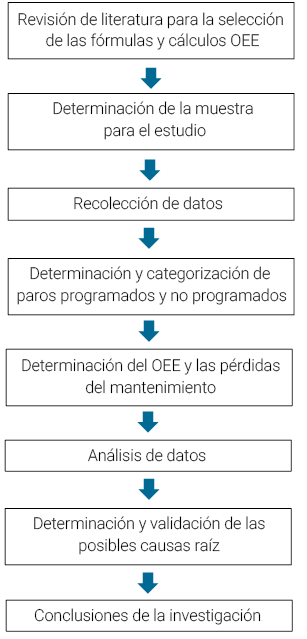
Para la correcta aplicación del OEE, se deben comprender y documentar las pérdidas de rendimiento a partir del monitoreo de los paros, disponibilidad de los equipos, tiempo ciclo, piezas producidas y calidad. Dentro de las precisiones necesarias para el correcto monitoreo de los indicadores en la empresa estudiada, se clasificaron los paros en dos tipos (Tambo Calvera & Rodriguez Huaynalaya, 2023):
- Paros programados: todos aquellos que se contemplan en el plan maestro y agregado de producción (véase la Tabla 2)
- Paros no programados: aquellos que no se contemplan y afectan directamente al indicador de disponibilidad y rendimiento de los equipos (véase la Tabla 3)
Tabla 2
Paros programados
|
Código |
Descripción |
Observaciones |
|
P1 |
Comida |
Tiempo normal programado por turno para que los trabajadores puedan tomar sus alimentos |
|
P2 |
Reunión |
Tiempo invertido en las juntas semanales programadas por la gerencia |
|
P3 |
Set up time |
Tiempo de puesta en marcha de los equipos |
|
P4 |
Rutina 5S |
Tiempo establecido para llevar a cabo las tareas de las 5S |
|
P5 |
Mantenimiento preventivo |
Tiempo establecido para llevar a cabo el mantenimiento del equipo con base en el programa anual de mantenimiento |
|
P6 |
Capacitación |
Tiempo establecido para la capacitación en un tema en concreto |
|
P7 |
Otro |
Cualquier paro que se programe con base en las necesidades de la compañía |
Tabla 3
Paros no programados
|
Código |
Descripción |
Observaciones |
|
O1 |
Producto no conforme |
Tiempo de retrabajo derivado de producto que no cumple con especificación, pero que puede ser reprocesado |
|
O2 |
Junta de comunicación |
Tiempo invertido en las juntas semanales programadas por la gerencia |
|
O3 |
Falta de instrucción de trabajo |
Tiempo muerto debido a que no se especifican las características del proceso |
|
O4 |
Rutina 5S |
Tiempo establecido para llevar a cabo las tareas de 5S |
|
M1 |
Mantenimiento preventivo |
Tiempo establecido para llevar a cabo el mantenimiento del equipo con base en el programa anual de mantenimiento |
|
M2 |
Capacitación |
Algunas veces se necesita interpolar un juicio, porque no hay una palabra que describa la relación entre los elementos |
|
M3 |
Otro |
Cualquier paro que se programe con base en las necesidades de la compañía |
|
M4 |
Material inadecuado para la operación |
Material que no cumple con las especificaciones del proceso |
|
L1 |
Falta de personal |
Paro no programado derivado del ausentismo del personal |
|
F1 |
Falla de resistencia |
Fallo en la resistencia eléctrica de los equipos |
|
F2 |
Falla de cabezal |
Falla en el cabezal del equipo al presentarse inyección inadecuada |
|
F3 |
Falla de chiller |
Falla en el equipo de refrigeración del equipo |
|
F4 |
Falla de compresor |
Pérdida de presión de aire por fallos en el compresor |
|
F5 |
Falla de flecha |
Daños en la flecha ocasionados por vibración o desgaste |
|
F6 |
Falla de bomba de agua |
Pérdida de presión de agua debido a fallos en la bomba de agua |
|
F7 |
Falla de centrífuga |
Falla en la centrífuga del equipo |
|
F8 |
Falla de motor |
Falla en el motor eléctrico del equipo que provoca reducción de velocidad y paros |
|
F9 |
Falla en banda |
Falla en la banda por desgaste o rompimiento |
|
F10 |
Otra falla no programada |
Cualquiera no especificada anteriormente |
La empresa da seguimiento de manera semanal a los paros no programados para poder ir mejorando en sus indicadores. Estos paros se incluyen en el reporte de incidencias, al igual que aquellos paros del tipo programado que presentaron un tiempo mayor al establecido por la gerencia.
Para la determinación del OEE en la máquina peletizadora, se tomaron las siguientes consideraciones:
- Se trabajan dos turnos con un horario de 7:00 a. m. a 3:00 p. m. y de 3:00 p. m. a 11:00 p. m. de lunes a sábado, cuyo tiempo teórico de producción es de 5760 minutos totales en los seis días.
- Se dispone de 30 minutos para comer por turno sin tiempo de producción.
- Todos los días se realiza una junta de arranque de 10 minutos y, por rutina 5S, al término del turno de trabajo, se emplean 10 minutos para aplicar la lista de cotejo correspondiente.
- El tiempo ciclo para la máquina de peletizado se estableció en 400 kg/h; sin embargo, la máquina estaba diseñada para procesar 500 kg/h.
- Al inicio de la jornada laboral, se dispone de 20 minutos para el precalentamiento de la máquina.
- Se cuantificó la producción diaria de la máquina peletizadora en kilogramos por turno en cada uno de los cinco días.
- La merma se estableció con base en la producción que no puede ser reprocesada, misma que se registró por turno y día.
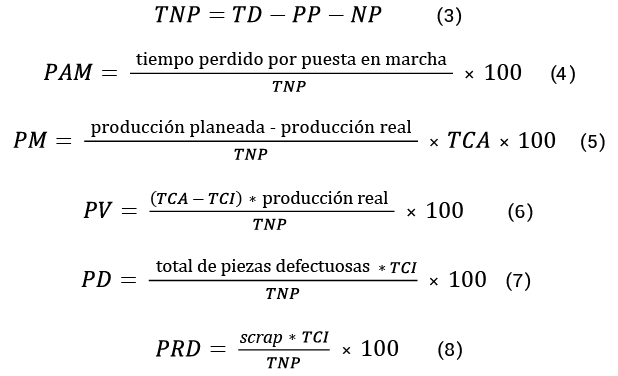
Una vez recolectada la información se emplearon las ecuaciones (2) a (8) correspondientes a las seis grandes pérdidas:

Donde:
PNP = pérdida por paradas no programadas (minutos)
PP = paros programados (minutos)
NP = paros no programados (minutos)
TCA = tiempo ciclo actual del proceso (minutos/kilogramos)
TCI = tiempo ciclo ideal (minutos/kilogramos)
TD = tiempo disponible (minutos)
TNP = tiempo neto de producción (minutos)
PV = pérdidas por velocidad (minutos)
PD = pérdidas por defectos (minutos)
PM = pérdidas por paradas menores (minutos)
PAM = pérdidas por arranque de maquinaria (minutos)
PRD = pérdidas por reducción de desempeño (minutos)
Una vez calculado el OEE y las seis grandes pérdidas, se llevó a cabo una lluvia de ideas para establecer las causas probables de los problemas encontrados. Para ello, se empleó un diagrama de causa-efecto, ya que este diagrama permite resumir el análisis de los factores causales que impactan negativamente sobre la situación del mantenimiento (Benito Churo & Mestanza Arévalo, 2022). Además, permite establecer acciones, justificarlas, asignar responsabilidades, fechas de implementación, así como evaluar los resultados y determinar si corresponden a causas raíz o no (López-Coronel et al., 2023).
Resultados
A partir de la categorización de paros propuesta en la presente investigación, se encontraron los paros presentados en la Tabla 4. Como se puede apreciar, ocurrieron cuatro paros no programados y dos programados; sin embargo, es importante destacar que el paro O4 del día 7 corresponde a un exceso de tiempo en la implementación de la rutina 5S, una gran área de oportunidad para la organización debido a que no se cumple con el estándar de tiempo programado. El paro que representó la mayor cantidad de tiempo muerto ocurrió el día 5, el cual correspondía a M3 dentro de la categoría “Otro”, ya que guarda relación con la seguridad en el trabajo. El paro O3 se presentó en dos ocasiones con un total de 107 minutos perdidos.
Tabla 4
Paros presentados en la semana
|
Tipo de paro |
Código |
Descripción |
Tiempo |
Aspecto de indicador |
|
No programado |
O3 |
Falta de instrucción de trabajo: ocurrió el día 5 debido a que el trabajador no tenía las especificaciones de la orden de producción, lo que provocó un retraso grave. |
90 minutos |
Tiempo de paradas de equipos |
|
No programado |
L1 |
Falta de personal: el día 6 se ausentaron dos trabajadores, lo que ocasionó un paro en la producción derivado del rebalanceo en la carga de trabajo que significó treinta y cinco minutos por trabajador. |
70 minutos |
Tiempo de paradas de equipos |
|
Programado |
O4 |
Rutina 5S: el día 7 ocurrió un retraso de doce minutos debido a una incorrecta puesta en marcha del equipo al no implementar de manera adecuada la rutina 5S. |
12 minutos |
Tiempo perdido por puesta en marcha |
|
No programado |
M3 |
Otro: el día 5, alrededor de las 11:22 a. m., un trabajador sufrió un accidente no incapacitante (quemadura), lo que ocasionó que no trabajara el resto del turno y ocasionó un retraso de dos horas producto de la reasignación de actividades. |
120 minutos |
Tiempo de paradas de equipos |
|
No programado |
F10 |
Otra falla no programada: el departamento de calidad encontró un lote fuera de “especificación” que representaba 70 kg de merma de un total de 5844 kg en los dos turnos del día ٦. Lo mismo ocurrió los días 8 y 9, con un total de 95 kg de una producción de 7983 kg. |
Tiempo ciclo actual: 400 kg/h. 165 kg equivalen a 24,8 min |
Pérdidas por defectos |
|
Programado |
O3 |
Set up time: el tiempo de arranque de la máquina de peletizado fue de dieciocho minutos para el precalentamiento y cuatro minutos para la programación. Debido a una pérdida de velocidad, el día 10 este proceso se retrasó a un total de treinta y nueve minutos, lo que representó un paro “programado” extra de diecisiete minutos. |
17 minutos |
Tiempo perdido por puesta en marcha |
Cálculo del OEE
En la Tabla 5, se presentan los resultados de producción teórica y real, así como la merma del equipo de peletizado por turno en la semana del 5 al 10 de agosto del 2024.
Tabla 5
Producción y merma por turno en la semana del 5 al 10 de agosto del 2024
|
Aspecto |
5 de agosto |
6 de agosto |
7 de agosto |
8 de agosto |
9 de agosto |
10 de agosto |
Total semanal |
|
Producción turno matutino (kg). Máquina de peletizado |
2062 |
2067 |
2187 |
2576 |
2798 |
2386 |
14 076 |
|
Merma turno matutino (kg) |
21 |
27 |
23 |
24 |
15 |
12 |
122 000 |
|
Producción turno vespertino (kg). Máquina de peletizado |
921 |
1981 |
2675 |
2381 |
2236 |
2189 |
12 383 |
|
Merma turno vespertino (kg) |
47 |
43 |
41 |
31 |
20 |
11 |
193 000 |
|
Total de producción |
2983 |
4048 |
4862 |
4957 |
5034 |
4575 |
26 459 000 |
|
Total de merma |
68 |
70 |
64 |
55 |
35 |
23 |
315 000 |
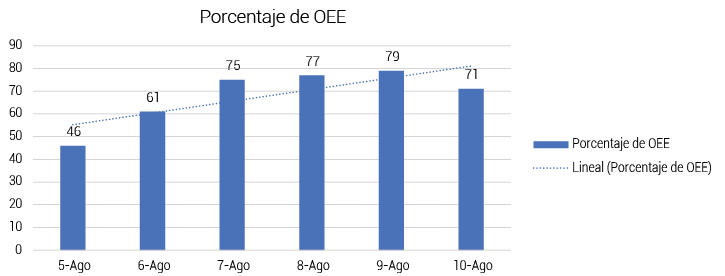
Se determinó el OEE de cada día de producción para poder monitorear de manera más detallada el indicador. Como lo muestra la Tabla 6, el valor más bajo de la semana (46 %) ocurrió el día 5 de agosto. Los valores para los días restantes oscilaron entre 62 % y 78 % y fue el día 9 el valor más alto debido, principalmente, a que ocurrió un solo paro no programado; sin embargo, ningún día de la semana alcanzó el 85 % en OEE, indicativo de que la organización fuera de clase mundial. Como se muestra en la Figura 2, la disponibilidad osciló alrededor del 88 % (menos para el día 5, que fue del 67 %), el cual es un valor elevado para este aspecto. El rendimiento promedio varió entre el 70 % y el 89 %; por tanto, se debió prestar especial atención a este indicador, ya que no dependía de los paros programados o no programados. Respecto a la calidad, el valor se encontró por encima del 98 %, lo que cumplía con lo establecido por la gerencia (> 97 %).
Tabla 6
Determinación del OEE por día
|
Fecha |
Tiempo total de la jornada (min) |
Paros totales (min) |
D (%) |
Producción teórica (kg) |
Producción real (kg) |
R (%) |
Producción no cumple (kg) |
C (%) |
OEE = D * R * C |
|
5 de agosto |
960 |
320,00 |
67 |
4267 |
2983 |
70 |
68 |
98 |
46 |
|
6 de agosto |
960 |
190,50 |
80 |
5230 |
4018 |
77 |
70 |
98 |
61 |
|
7 de agosto |
960 |
122,00 |
87 |
5587 |
4862 |
87 |
64 |
99 |
75 |
|
8 de agosto |
960 |
118,25 |
88 |
5612 |
4957 |
88 |
55 |
99 |
77 |
|
9 de agosto |
960 |
115,25 |
88 |
5632 |
5034 |
89 |
35 |
99 |
78 |
|
10 de agosto |
960 |
127,00 |
87 |
5553 |
4575 |
82 |
23 |
99 |
71 |
Nota. D = disponibilidad; R = rendimiento; C = calidad.
Figura 2
Porcentaje de OEE diario de la semana del 5 al 10 de agosto del 2024
Cálculo de las seis grandes pérdidas del mantenimiento
En el cálculo se ha considerado la semana laboral, ya que es más fácil llevar un control semanal y porque algunas pérdidas no ocurren todos los días. La información recopilada para el cálculo de las pérdidas se presenta en la Tabla 7.
Tabla 7
Tiempos empleados para el cálculo de las seis pérdidas
|
Aspecto |
Valor |
Unidades |
|
Tiempo de parada de equipos |
993 |
min |
|
Tiempo disponible (TD) |
5760 |
min |
|
Paros programados (PP) |
660 |
min |
|
Paros no programados (NP) |
333 |
min |
|
Tiempo neto de producción (TNP) |
4767 |
min |
|
Tiempo perdido por puesta en marcha |
137 |
min |
|
Producción planeada |
31 781 |
kg |
|
Producción real |
26 459 |
kg |
|
Tiempo del ciclo actual (TCA) |
0,15 |
min/kg |
|
Tiempo del ciclo ideal (TCI) |
0,18 |
min/kg |
|
Total de piezas defectuosas |
315 |
kg |
|
Scrap |
315 |
kg |
Los resultados de las pérdidas se muestran en la Tabla 8. Como se aprecia, el mayor problema radica en las paradas no programadas con un 21 % de tiempo muerto. Además, se han reportado disponibilidades mayores a 94 %, lo que elimina las paradas menores que, en conjunto, constituyen parte de las paradas no programadas (Mussche, 2021). Las pérdidas por arranque de maquinaria y paradas menores constituyeron ambas un 17 % de tiempo, lo cual empata con la relación entre las pérdidas de rendimiento por reducir los tiempos de ciclo y paros menores no programados. Una estrategia muy útil ha sido focalizar los equipos e implementar estrategias de mantenimiento lean aplicando las 5S eficientemente (Zhou et al., 2020). Las pérdidas por defectos fueron menos del 1 %, lo cual se encuentra por debajo del 3 % aceptado por la empresa, mientras que las pérdidas por retrabajos también se encontraron dentro de especificaciones.
Tabla 8
Resultados de las seis grandes pérdidas del mantenimiento
|
Aspecto |
Semanal (porcentaje) |
|
Paradas no programadas |
21,0 |
|
Pérdidas por arranque de maquinaria |
3,0 |
|
Paradas menores |
17,0 |
|
Pérdidas de velocidad |
17,0 |
|
Pérdidas por defectos |
0,8 |
|
Pérdidas por retrabajos |
1,0 |
Validación de las causas raíz
Para la identificación de las causas raíz, se llevó a cabo un análisis empleando la metodología 5W + 1H (Nusraningrum & Arifin, 2018) con la finalidad de poder comprobar que la acción de mejora propuesta constituye una causa raíz o no. La Figura 3 muestra el diagrama Ishikawa de causas y subcausas que podrían haber ocasionado el bajo rendimiento de los equipos. Es importante destacar que solo podemos validar el origen de una causa al implementar de manera correcta la acción de mejora (Hardono, 2020). La validación detallada de causas probables se aprecia en la Tabla 9.
Figura 3
Diagrama de Ishikawa de las posibles causas que ocasionan bajo rendimiento
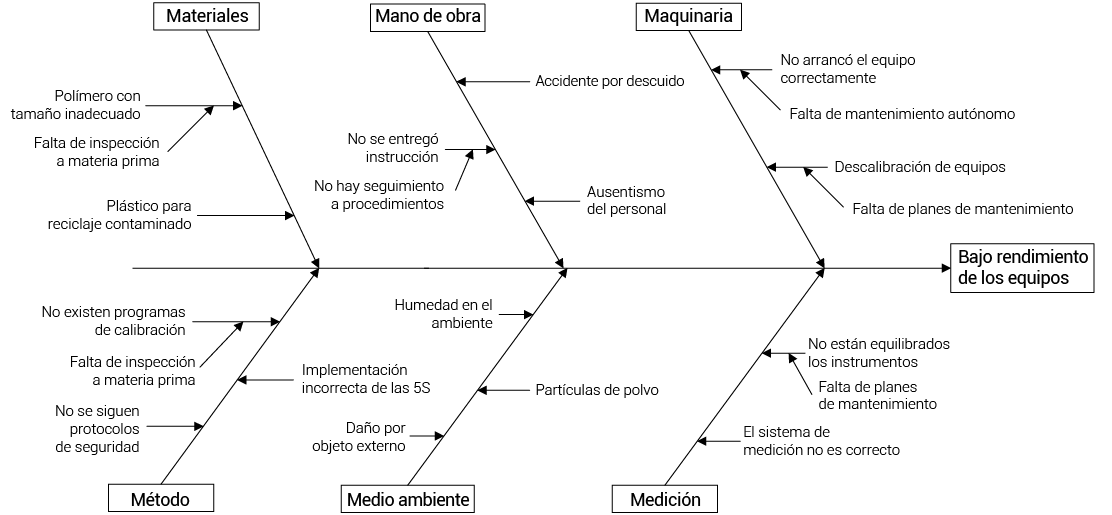
Tabla 9
Validación de causas probables
|
Causa a validar |
¿Acción a realizar? |
¿Por qué y cómo? |
¿Quién y cuándo? |
Resultados de las acciones |
Conclusiones de la relación causa/efecto |
|
Falla no programada en el equipo: descalibración |
Diseñar un procedimiento de calibración |
Se encontró producto fuera de especificación; por lo tanto, se diseñó un procedimiento detallado que cumpla con los criterios de especificación de calidad. |
Supervisión de mantenimiento, 27 de agosto |
Se redujo el producto fuera de especificación en un 37 %. |
Al no contar con un procedimiento para la correcta calibración de los equipos, no se controla ni elimina el porcentaje de merma. Es causa raíz. |
|
No se llevan a cabo operaciones de calibración del equipo |
Aplicar el procedimiento OP-001-MMTO-00 |
Se encontró producto fuera de especificación. |
Supervisión de mantenimiento, 29 de agosto |
Se llevó a cabo una capacitación para la implementación del procedimiento. |
Al aplicar el procedimiento correctamente, se elimina el problema. No es causa raíz debido a que es resultado de la falta de un procedimiento. |
|
Accidente incapacitante por falta de capacitación |
Llevar a cabo la investigación del accidente con base en la NOM-019-STPS-2011 y realizar una matriz IPER por puesto de trabajo |
Un trabajador sufrió una quemadura que resultó en un accidente no incapacitante; sin embargo, se realizó una investigación de peligros y evaluación de riesgos por puesto de trabajo para establecer medidas de seguridad. |
Seguridad, Higiene y Ecología, 25 de octubre |
Se establecieron protocolos de seguridad para evitar futuros accidentes. Se integraron juntas de cinco minutos en temas relacionados con seguridad para reforzar una cultura de trabajo seguro. |
Los paros no programados y accidentes laborales impactan directamente a la disponibilidad, rendimiento y salud de los trabajadores. Es causa raíz. |
|
Implementación incorrecta de la rutina 5S |
Llevar a cabo una capacitación sobre cómo realizar la rutina 5S correctamente |
La rutina refuerza las actividades de mantenimiento. No realizarla en tiempo y forma afecta la disponibilidad de los equipos. |
Supervisión de mantenimiento, 20 de octubre |
Se llevó a cabo una evaluación y una práctica en las áreas de trabajo para reforzar la rutina 5S. |
La reducción en velocidad y paros no programados derivados de una mala implementación en la rutina 5S es un problema por corregir. Es causa raíz. |
|
Ausentismo del personal |
Análisis e investigación de las principales causas de ausentismo en el personal a partir de un instrumento anónimo |
Es necesario conocer las causas del ausentismo del personal, ya que impactan directamente en la productividad. Un cuestionario anónimo de motivación laboral es el instrumento adecuado para obtener información fiable. |
Recursos Humanos, 15 de noviembre |
Se determinaron las principales causas de ausentismo del personal, las cuales eran desconocidas para la organización. |
El ausentismo del personal es un fenómeno que no se puede evitar; sin embargo, es importante conocer las causas para establecer acciones en la medida de lo posible. No es causa raíz. |
|
No se entregó la instrucción de trabajo |
Entregar el plan maestro de producción revisado con dos días de anticipación al supervisor de producción y los trabajadores |
Al no entregar las instrucciones de trabajo en tiempo y forma se incrementa el tiempo muerto y se reduce la disponibilidad. Se debe entregar el plan de producción con un mínimo de cuarenta y ocho horas para realizar los ajustes correspondientes en la carga de trabajo |
Planeación, 31 de agosto |
Se redujo el tiempo muerto derivado de la espera de instrucciones. |
El no contar con instrucciones claras impacta directamente en la disponibilidad y rendimiento. Es causa raíz. |
|
No se siguen los protocolos de seguridad |
Establecer y dar seguimiento a una política de prevención de accidentes |
La empresa reporta un número considerable de accidentes no incapacitantes anualmente. La alta dirección en conjunto con Recursos Humanos dará seguimiento a la campaña de salud y seguridad en el trabajo. |
Dirección - Recursos Humanos, enero del 2025 |
Se arrancó con la campaña de involucramiento del personal. |
El no seguir protocolos de seguridad ocasiona lesiones y accidentes, lo cual compromete no solo la integridad de los equipos, sino de los trabajadores. Es causa raíz. |
|
No se realiza el arranque de equipo correctamente |
Diseñar una lista de chequeo con los pasos para el correcto arranque del equipo |
El retraso se debió a que no se siguieron los pasos para el correcto arranque. La lista de chequeo permite saber cuáles pasos se deben seguir. |
Supervisión de mantenimiento, 20 de octubre |
Una vez diseñada e implementada la lista de chequeo, se redujo el tiempo se arranque en tres minutos, por lo que se establece un nuevo estándar. |
El arranque se llevaba a cabo de manera “manual”, por lo cual existían problemas de arranque del equipo. Al establecer una lista de chequeo, el tiempo estándar disminuyó, incrementó la productividad y aumentó la disponibilidad. Es causa raíz. |
Los resultados preliminares de la validación de causas probables permitieron reducir en un 37 % el producto fuera de especificación e implementar correctamente los procedimientos para la calibración de equipos, el arranque de la máquina peletizadora, un nuevo procedimiento estándar y una campaña de seguridad. Es importante mencionar que la seguridad industrial juega un papel crucial en la confiabilidad de los equipos, lo que garantiza procesos eficientes y la prevención de accidentes, los cuales comprometen la integridad de los trabajadores (Veloz Vargas, 2023).
Discusión
El OEE reportado para la semana de estudio osciló entre 46 % y 78 %, con un valor promedio de 70 %. Se han reportado valores de OEE más bajos (< 33%) en sistemas de manufactura de bolsas plásticas con rendimientos y paros mayores a lo presentado en este estudio (Cabello Minaya & Rodríguez Flores, 2023); valores más grandes (48 %) para líneas de fabricación y comercialización de pegamento; incluso mayores (> 50%) para la industria automotriz (Gupta & Garg, 2012; Varela et al., 2023). Respecto a sistemas no productivos, se han reportado valores de OEE mayores que 62 % en sistemas de distribución de transporte (Muñoz-Villamizar et al., 2018).
En la mayor parte de la literatura, el área de oportunidad radica en la eficiencia de los equipos y la capacidad de la propia producción que se ve reducida debido al desgaste natural de los equipos y a la falta de mantenimiento. En la presente investigación se diseñaron e implementaron procedimientos y acciones enfocadas en integrar acciones correctivas y preventivas para la gestión del mantenimiento. Por ello, se recomienda a la gerencia el continuar con las medidas de corrección para realizar ajustes que garanticen su eficacia.
Por otro lado, los problemas relacionados con el ausentismo del personal, accidentes laborales y otras cuestiones ajenas al mantenimiento fueron atendidas con medidas correctivas no permanentes. Entonces, se requiere una investigación más profunda para establecer un plan de acción particular en estas áreas.
Dentro de las seis grandes pérdidas del mantenimiento, las paradas no programadas se encontraron por encima de lo reportado en otros casos (13 %); no obstante, se debe destacar que, gracias al plan de mejora, este indicador disminuyó y ahora se encuentra en proceso de mejora (Wannawiset & Tangjitsitcharoen, 2019).
Las pérdidas por arranque de maquinaria (3 %) fueron más elevadas que lo presentado en otros estudios (0,9 %). Esto se debe a la incorrecta implementación de arranque de equipos, procedimientos e instrucciones de trabajo claras que permiten eliminar este tipo de pérdidas, así como una capacitación especializada (Carhuaricra Rojas & Colonio Camargo, 2023).
En el caso de las pérdidas por velocidad, estas fueron del 17 %. Coinciden con lo reportado para procesos de hilado (Martomo & Laksono, 2018), debido principalmente a la reducción en el tiempo ciclo. Se sugiere trabajar en un plan de mantenimiento autónomo para eliminar pérdidas de rendimiento (Castilla Janampa & Cueva Fuentes, 2021).
Las pérdidas por defectos (0,8 %) representaron un valor menor a lo reportado en otros trabajos (Caswito & Hidayat Sutawijaya, 2019), por lo que se cumplió con un estándar de clase mundial. Se sugiere dar seguimiento a este indicador sin acciones extraordinarias.
Por último, las pérdidas por retrabajos tuvieron un valor similar a lo reportado para procesos en máquinas de empaquetado de cemento (Muthalib et al., 2019). Cabe destacar que no existe mucha literatura respecto a las pérdidas en el mantenimiento para máquinas de peletizado; sin embargo, el desempeño de los equipos y la gestión del mantenimiento es similar a partir de la implementación de acciones de mejora encaminadas a incrementar el rendimiento y vida útil de los equipos.
Para el incremento de indicadores TPM, se han implementado herramientas lean en diferentes procesos de manufactura y han logrado un incrementado de OEE de 40 % a 61 % (Chiarini, 2015). Para el caso de la presente investigación, si bien se aplicaron las 5S como parte de la rutina diaria de mantenimiento, es importante utilizar otras herramientas como el SMED (Bhade & Hegde, 2020), análisis de modos y efecto de fallas (failure mode and effect analysis, AMEF) y eventos kaizen (Fam et al., 2018) para garantizar el cumplimiento de los indicadores a nivel clase mundial.
Conclusiones
La industria del reciclaje de plásticos enfrenta grandes retos debido a que su sistema de producción es continuo, lo que significa que el rendimiento de los equipos es un factor clave para evitar retrasos en la producción y las entregas programadas. El departamento de mantenimiento es responsable de garantizar la confiabilidad de los equipos al eliminar paros no programados, pérdidas de rendimiento en los equipos y garantizar un nivel de calidad que cumpla con las especificaciones de los clientes.
Los indicadores de clase mundial, como el OEE y las seis grandes pérdidas del mantenimiento, son muy útiles al momento de monitorear el comportamiento de cualquier sistema de gestión del mantenimiento. Sus principales ventajas radican en que engloban una serie de aspectos que son medibles y cuantificables, por lo que son piezas fundamentales en la administración y gestión del mantenimiento industrial (Torres-Rodríguez et al., 2024). Asimismo, su versatilidad los convierte en indicadores ajustables para otro tipo de procesos o, incluso, para su modelación computacional (Foit et al., 2020).
La implementación de estrategias de mejora, a partir de un diagnóstico del nivel de gestión del mantenimiento, es clave para alcanzar el estándar mundial. Los resultados del estudio mostraron que el OEE fue menor a un 80 % con variaciones entre 46 % y 78 %. Un OEE menor a 80 % significa que la empresa no se encuentra en la categoría de clase mundial (OEE > 85 %). Se debe destacar la importancia de revisar el rendimiento del equipo debido a que la producción real se encuentra alejada de la producción teórica al presentar valores de rendimiento entre 70 % y 89 %, lo cual ya es preocupante, pues el tiempo ciclo ya se ha reducido. Respecto a la calidad, se cumple con el porcentaje máximo de merma establecido por la gerencia.
Por su parte, dentro de las seis grandes pérdidas del mantenimiento, las paradas no programadas representaron un 21 % del tiempo total activo en la semana; las pérdidas por arranque de maquinaria representaron un 3 % —ambas significan un valor elevado tomando en consideración que son tiempos muertos—; las paradas menores y pérdidas de velocidad representaron un 17 %, lo que debe ser revisado para incrementar el rendimiento del equipo; las pérdidas por defectos y retrabajos se encontraron por debajo del 1 %, lo cual es un buen estándar de calidad.
Las acciones propuestas se centraron en la detección de las causas raíz para impactar positivamente en el OEE y las seis grandes pérdidas. Se recomienda seguir con el monitoreo semanal y mensual de los indicadores del TPM, detectar áreas de mejora y establecer medidas de contención, corrección y prevención permanentes para que la empresa pueda alcanzar el porcentaje de OEE que la categorice como de clase mundial.
CONFLICTOS DE INTERÉS
Los autores declaran no tener conflictos de interés.
CONTRIBUCIÓN DE AUTORES
Erick Morales: conceptualización, data curation, visualización, investigación, validación, metodología, escritura (borrador original) y edición. Melina Pérez: data curation, metodología, escritura, validación, investigación, análisis formal y recursos. Lidia Ramírez: investigación, adquisición de fondos, redacción, supervisión y gestión del proyecto. Sergio Blas: análisis formal, adquisición de fondos, supervisión, validación y edición.
Referencias
Ahuja, I. P. S., & Khamba, J. S. (2008). Total productive maintenance: Literature review and directions. International Journal of Quality & Reliability Management, 25(7), 709-756. http://dx.doi.org/10.1108/02656710810890890
Bamber, C. J., Castka, P., Sharp, J. M., & Motara, Y. (2003). Cross‐functional team working for overall equipment effectiveness (OEE). Journal of Quality in Maintenance Engineering, 9(3), 223-238. http://dx.doi.org/10.1108/13552510310493684
Ben-Daya, M., Duffuaa, S. O., Raouf, A., Knezevic, J., & Ait-Kadi, D. (2009). Handbook of maintenance management and engineering 7. Springer.
Benito Churo, L. A., & Mestanza Arévalo, C. J. (2022). Mantenimiento autónomo para incrementar el OEE en la línea de mezcla de páprika en la empresa ICH, Lima 2022 [Tesis de licenciatura, Universidad César Vallejo]. Repositorio Digital Institucional de la Universidad César Vallejo. https://hdl.handle.net/20.500.12692/97872
Bhade, S., & Hegde, S. (2020). Improvement of overall equipment efficiency of machine by SMED. Materials Today: Proceedings, 24(2), 463-472. https://doi.org/10.1016/j.matpr.2020.04.298
Braglia, M., Dallasega, P., & Marrazzini, L. (2020). Overall construction productivity: A new lean metric to identify construction losses and analyse their causes in engineer-to-order construction supply chains. Production Planning & Control, 33(9-10), 925-942. http://dx.doi.org/10.1080/09537287.2020.1837931
Cabello Minaya, D. L., & Rodríguez Flores, B. F. (2023). Modelo de proceso de producción mediante el uso de herramientas lean manufacturing para aumentar la productividad de una fábrica de bolsas plásticas biodegradables [Trabajo de suficiencia profesional de licenciatura, Universidad Peruana de Ciencias Aplicadas]. Repositorio de la Universidad Peruana de Ciencias Aplicadas. http://hdl.handle.net/10757/668645
Canahua Apaza, N. (2021). Implementación de la metodología TPM-Lean Manufacturing para mejorar la eficiencia general de los equipos (OEE) en la producción de repuestos en una empresa metalmecánica. Industrial Data, 24(1), 49-76. http://dx.doi.org/10.15381/idata.v24i1.18402
Carhuaricra Rojas, A. Y., & Colonio Camargo, M. X. (2023). Modelo para incrementar el OEE de la máquina de formación de tubos en una empresa que pertenece sector metalmecánico con el uso de los pilares del TPM capacitación y entrenamiento, mantenimiento planificado y SMED [Trabajo de suficiencia profesional de licenciatura, Universidad Peruana de Ciencias Aplicadas]. Repositorio de la Universidad Peruana de Ciencias Aplicadas. http://hdl.handle.net/10757/671613
Castilla Janampa, Y. C., & Cueva Fuentes, A. C. L. E. (2021). Aplicación del mantenimiento autónomo para incrementar el OEE del área de producción en SQM VITAS PERÚ S. A. C., Trujillo 2021 [Tesis de licenciatura, Universidad César Vallejo]. Repositorio Digital Institucional de Universidad César Vallejo. https://hdl.handle.net/20.500.12692/84292
Caswito, A., & Hidayat Sutawijaya, A. (2019). Analysis of total maintenance productivity on ships/fleet to increase performance using overall equipment effectiveness (OEE) method and analysis of six big losses (case study of PT. XYZ). American International Journal of Business Management (AIJBM), 2(9), 23-37. https://www.aijbm.com/wp-content/uploads/2019/09/D292337.pdf
Chiarini, A. (2015). Improvement of OEE performance using a lean six sigma approach: An Italian manufacturing case study. International Journal of Productivity and Quality Management, 16(4), 416-433. http://dx.doi.org/10.1504/IJPQM.2015.072414
Correia Pinto, G. F., Gomes da Silva, F., Garcia Fernandes, N., Barros Casais, R., Baptista da Silva, A., & Vale Carvalh, C. (2020). Implementing a maintenance strategic plan using TPM methodology. International Journal of Industrial Engineering and Management, 11(3), 192-204. https://ijiemjournal.uns.ac.rs/index.php/ijiem/article/view/92
Cruz Álvarez, J. G. (2004). Administración de operaciones herramientas de clase mundial para la productividad [Tesis de doctorado, Universidad Autónoma de Nuevo León]. Repositorio de la Universidad Autónoma de Nuevo León. https://cd.dgb.uanl.mx/handle/201504211/16340
Espinoza Pinedo, L. C. (2021). Modelo de mantenimiento basado en las herramientas BPM, SMED y TPM para incrementar la eficiencia productiva de una mype del sector plásticos [Trabajo de investigación de licenciatura, Universidad Peruana de Ciencias Aplicadas]. Repositorio de la Universidad Peruana de Ciencias Aplicadas. http://hdl.handle.net/10757/657100
Fam, S. F., Ismail, N., Yanto, H., Prastyo, D. D., & Lau, B. P. (2018). Lean manufacturing and overall equipment efficiency (OEE) in paper manufacturing and paper products industry. Journal of Advanced Manufacturing Technology (JAMT), 12(1[2]), 461-474. https://jamt.utem.edu.my/jamt/article/view/4305
Ferreira, S., Silva, F. J. G., Casais, R. B., Pereira, M. T., & Ferreira, L. P. (2019). KPI development and obsolescence management in industrial maintenance. Procedia Manufacturing, 38, 1427-1435. https://doi.org/10.1016/j.promfg.2020.01.145
Foit, K., Golda, G., & Kampa, A. (2020). Integration and evaluation of intra-logistics processes in flexible production systems based on OEE metrics, with the use of computer modelling and simulation of AGVs. Processes, 8(12), 1648. https://doi.org/10.3390/pr8121648
Gupta, A. K., & Garg, R. K. (2012). OEE improvement by TPM implementation: A case study. International Journal of IT, Engineering and Applied Sciences Research, 1(1), 115-124. https://citeseerx.ist.psu.edu/document?repid=rep1&type=
pdf&doi=12c4244ee94852ebd6cd5c79789e60e8f700c292
Hardono, J. (2020). Analisa total productive maintenance (TPM) menggunakan overall equipment effectiveness (OEE) pada mesin CNC milling. Jurnal Teknik, 9(2), 105-115. http://dx.doi.org/10.31000/jt.v9i2.3689
Ingemansson, A. (2004). On reduction of production disturbances in manufacturing systems based on discrete-event simulation [Tesis de doctorado, Lund University]. Find Research at Lund University. https://www.lth.se/fileadmin/maskinkonstruktion/robotteknik/arkiv/2004/arne_ingemanssin_2004_thesis.pdf
Jain, A., Bhatti, R., & Singh, H. (2014). Total productive maintenance (TPM) implementation practice: A literature review and directions. International Journal of Lean Six Sigma, 5(3), 293-323. http://dx.doi.org/10.1108/IJLSS-06-2013-0032
López-Coronel, G. F., Real-Pérez, G. L., & Moreira-Mendoza, N. R. (2023). Análisis causa raíz en central de generación termoeléctrica de Ecuador. MQRInvestigar, 7(3), 3589-3608. https://doi.org/10.56048/MQR20225.7.3.2023.3589-3608
Luna Galarza, K. G., & Cerrón Rojas, K. Á. (2019). Las 7 mudas para mejorar la gestión del almacén de la empresa Creaciones Mayois 2019 [Tesis de licenciatura, Universidad Nacional del Centro del Perú]. Repositorio Institucional de la Universidad del Centro del Perú. http://hdl.handle.net/20.500.12894/8585
Martomo, Z. I., & Laksono, P. W. (2018, 13-14 de febrero). Analysis of total productive maintenance (TPM) implementation using overall equipment effectiveness (OEE) and six big losses: A case study. En The 3rd International Conference on Industrial, Mechanical, Electrical, and Chemical Engineering. AIP Conference Proceedings. http://dx.doi.org/10.1063/1.5024085
Mendoza Coaricona, M. K., & Cordova Pillco, D. A. (2024). Propuesta de mejora para reducir los tiempos de entrega de pedidos basado en herramientas lean y SLP en una empresa del sector plástico [Trabajo de suficiencia profesional de licenciatura, Universidad Peruana de Ciencias Aplicadas]. Repositorio Institucional de la Universidad Peruana de Ciencias Aplicadas. http://hdl.handle.net/10757/672428
Muchiri, P., & Pintelon, L. (2008). Performance measurement using overall equipment effectiveness (OEE): Literature review and practical application discussion. International Journal of Production Research, 46(13), 3517-3535. https://doi.org/10.1080/00207540601142645
Muñoz-Villamizar, A., Santos, J., Montoya-Torres, J. R., & Jaca, C. (2018). Using OEE to evaluate the effectiveness of urban freight transportation systems: A case study. International Journal of Production Economics, 197, 232-242. http://dx.doi.org/10.1016/j.ijpe.2018.01.011
Mussche, G. (2021). Improving the overall equipment effectiveness of a cutting and planning line by eliminating short stops [Tesis de bachiller, University of Twente]. Student Theses. https://purl.utwente.nl/essaqys/87472
Muthalib, I. S., Rusman, M., & Griseldis, G. L. (2019, 31 de octubre). Overall equipment effectiveness (OEE) analysis and failure mode and effect analysis (FMEA) on packer machines for minimizing the six big losses. A cement industry case. En IOP Conference Series: Materials Science and Engineering. IOP Science. https://doi:10.1088/1757-899X/885/1/012061
Nakajima, S. (1988). Introduction to TPM: Total productive maintenance. Productivity Press.
Nusraningrum, D., & Arifin, Z. (2018). Analysis of overall equipment effectiveness (OEE) on engine power plant performance. KnE Social Sciences, 3(10). https://doi.org/10.18502/kss.v3i10.3468
Parida, A., Kumar, U., Galar, D., & Stenström, C. (2015). Performance measurement and management for maintenance: A literature review. Journal of Quality in Maintenance Engineering, 21(1), 2-33. http://dx.doi.org/10.1108/JQME-10-2013-0067
Poves-Calderno, I. G., Ramírez-Mendoza, J. A., Núñez-Ponce, V. H., & Álvarez-Merino, J. C. (2019). Application of lean manufacturing techniques in a Peruvian plastic company. En 2019 IEEE International Conference on Industrial Engineering and Engineering Management. IEEE. http://dx.doi.org/10.1109/IEEM44572.2019.8978813
Quiroz-Flores, J. C., & Vega-Alvites, M. L. (2022). Review lean manufacturing model of production management under the preventive maintenance approach to improve efficiency in plastics industry SMES: A case study. South African Journal of Industrial Engineering, 33(2), 143-156. https://doi.org/10.7166/33-2-2711
Romanenko, M., & Baybus, M. (2017). Implementation of overall equipment efficiency methodology in the semiconductor test facility ER: Equipment reliability and productivity improvement. En 2017 28th Annual SEMI Advanced Semiconductor Manufacturing Conference. IEEE. https://doi.org/10.1109/ASMC.2017.7969208
Stamatis, D. H. (2017). The OEE primer: Understanding overall equipment effectiveness, reliability, and maintainability. CRC Press.
Tambo Calvera, C. V., & Rodriguez Huaynalaya, K. S. (2023). Propuesta para la aplicación de TPM en un proceso de laminado para mejorar el OEE en una empresa de coberturas livianas, ubicada en Lima [Trabajo de suficiencia profesional de licenciatura, Universidad Peruana de Ciencias Aplicadas]. Repositorio de la Universidad Peruana de Ciencias Aplicadas. http://hdl.handle.net/10757/671615
Torres-Rodríguez, R. M., Pérez-Guerrero, J. N., & González-López, N. A. (2024). El mantenimiento productivo total como estrategia en la gestión del mantenimiento industrial. MQRInvestigar, 8(1), 1229-1240. https://doi.org/10.56048/MQR20225.8.1.2024.1229-1240
Varela, J., López, A. G., & Romero, R. (2023). Medición de la productividad mediante el overall equipment effectiveness (OEE) para operaciones no cíclicas. LATAM Revista Latinoamericana de Ciencias Sociales y Humanidades, 4(6), 1273-1285. https://doi.org/10.56712/latam.v4i6.1522
Veloz Vargas, D. E. (2023). El mantenimiento preventivo como estrategia en la minimización de accidentes y aseguramiento de la calidad [Tesis de maestría, Universidad Politécnica Salesiana]. Repositorio de la Universidad Politécnica Salesiana. http://dspace.ups.edu.ec/handle/123456789/24055
Wannawiset, S., & Tangjitsitcharoen, S. (2019, junio). Paper machine breakdown reduction by FMEA and preventive maintenance improvement: A case study. En Proceeding of the 2018 International Conference on Recent Advances in Industrial Engineering and Manufacturing. IOP Science. https://doi.org/10.1088/1757-899X/530/1/012051
Zhou, J., Wang, Y., & Chua, Y. Q. (2020, noviembre). Machine OEE monitoring and analysis for a complex manufacturing environment [Presentación de paper]. En 2020 15th IEEE Conference on Industrial Electronics and Applications (ICIEA), Kristiansand, Norway. http://dx.doi.org/10.1109/ICIEA48937.2020.9248351