mejora en la gestión de abastecimiento, planeamiento y control de la producción a través de las herramientas material requirements planning y master production schedule en una mype dark kitchen
Dora Antonella Celi Chavez*
https://orcid.org/0009-0001-5244-6384
Universidad de Lima, Facultad de Ingeniería, Lima, Perú
Nicole Ximena Mendiola Zapata
https://orcid.org/0009-0008-3703-0103
Universidad de Lima, Facultad de Ingeniería, Lima, Perú
Ezilda Maria Cabrera Gil-Grados
https://orcid.org/0000-0002-4281-4817
Universidad de Lima, Facultad de Ingeniería, Lima, Perú
Recibido: 22 de enero del 2024 / Aceptado: 12 de marzo del 2024
Publicado: 12 de junio del 2024
doi: https://doi.org/10.26439/ing.ind2024.n046.6875
RESUMEN. Este artículo se centra en la aplicación de las herramientas material requirements planning (MRP) y master production schedule (MPS) en el proceso de la producción de hamburguesas en una dark kitchen, con el objetivo de reducir el costo de oportunidad generado por los productos no vendidos debido a la falta de insumos. La propuesta de mejora se dividió en dos partes. La primera se enfocó en el planeamiento y el control de la producción, mientras que la segunda parte se relacionó a un nuevo diseño de cocina.
Este estudio no fue financiado por ninguna entidad.
* Autor corresponsal.
Correos electrónicos en orden de aparición: [email protected]; [email protected]; [email protected]
Este es un artículo de acceso abierto, distribuido bajo los términos de la licencia Creative Commons Attribution 4.0 International (CC BY 4.0).
Además, con el fin de diseñar un nuevo plano, se utilizó el método de Guerchet, así como el diagrama relacional de actividades. La investigación dio como resultado una reducción del 10 % de pérdida en los pedidos.
PALABRAS CLAVE: control de la producción / producción eficiente / distribución en planta / hamburguesas / Perú
improved supply management, production planning and control through material requirements planning and master production schedule tools in a mype dark kitchen
ABSTRACT. The purpose of the research focused on the application of tools such as MRP and MPS in the hamburger process in a dark kitchen, with the objective of reducing the opportunity cost produced by unsold products due to lack of supplies. The improvement proposal was divided into two parts, the first with a focus on production planning and control and the second part, related to a new kitchen design. In addition, in order to design a new floor plan, the Guerchet method was used, as well as the relational diagram of activities. The investigation resulted in approximately 10% of additional incoming orders that could have been attended to in the month of October.
KEYWORDS: production control / lean manufacturing / plant layout / hamburgers / Peru
1. INTRODUCCIÓN
Los establecimientos de comida rápida o las dark kitchens se caracterizan por ser eficaces y eficientes. Estos establecimientos muchas veces suelen ser la mejor opción en el momento oportuno:
El momento oportuno se puede tratar de un fin de semana, un día de muchas reuniones y que no existe el tiempo para cocinar o simplemente un día que es conveniente comer algo diferente. Muchas veces, resulta mucho más fácil y hasta algunas veces mucho más económico comprar una hamburguesa o unos nuggets, en lugar de cocinar un plato complejo los fines de semana. (Ku et al., 2020,
pp. 315-316)
El sector de comida rápida en Perú es una parte importante de la industria de servicios de alimentos del país. Además, como consecuencia de la pandemia, esta industria ha crecido significativamente en los últimos años a nivel mundial (Shin & Cho, 2022). En efecto, los establecimientos de comida rápida o dark kitchens se han vuelto indispensables para muchos usuarios en los últimos años, pues es ideal recibir un almuerzo o cena en 25 o 30 minutos y, en muchos casos, aprovechar el tiempo para realizar actividades rutinarias o de descanso. Por ello, la demora en la entrega del producto es un factor determinante en estos casos; por eso, existe una gran competencia entre muchos de estos locales de comida rápida por atender en el menor tiempo, con eficiencia y calidad, a sus clientes (Barqawi et al., 2023, pp. 755-756).
De una alguna forma, la gestión de cadena de suministro en un establecimiento de comida rápida puede parecer “sencilla”, pues se supone que se cuenta con bolsas enormes de papas, hamburguesas, hot dogs y otros insumos listos para freír o los panes listos para ser calentados, tal como mencionan Ku et al. (2020) y Aditi et al. (2022). Sin embargo, habría que hacer notar lo siguiente: ¿Cómo llegan las bolsas de insumos al local o establecimiento? ¿Quiénes son los proveedores de las hamburguesas y las papas? ¿La empresa cuenta con almacenes? ¿Cómo funciona el servicio de distribución de pedidos? Esas y otras preguntas forman parte del proceso de aprovisionamiento de insumos en la gestión de la cadena de suministro que, muchas veces, no se toman en consideración. Por este motivo, es importante que la empresa cuente con un punto de reorden definido según Kurdi et al. (2023) y Borsotto et al. (2023).
Adicionalmente, los restaurantes, las dark kitchens y otros establecimientos de comida deben estar comprometidos con el medio ambiente y analizar que el no contar con un pronóstico de la demanda o un eficiente plan de compras puede generar un gran desperdicio de alimentos, tal como sucedió en muchos restaurantes de Japón en el 2018, según mencionan Sato y Mizuyama (2022). Para solucionar ello, no solo habría que evitar el desperdicio de alimentos, sino también mejorar el aprovisionamiento de insumos y un menor porcentaje de roturas de stock. Para ello, se puede utilizar herramientas de planificación de requerimientos, como el master production schedule (MPS) y el material requirements planning (MRP), según Carbajal-Roman et al. (2021) y Cozzio et al. (2023).
Con los años, las empresas se están volviendo mucho más digitales, pues utilizan diferentes herramientas o principios de la transformación digital, tales como big data, agilidad, innovación, etcétera. Esto significa que, ahora, existen menos posibilidades de que las empresas del rubro alimenticio trabajen con pizarras con pronósticos, pues muchas de ellas prefieren contar con un modelo de gestión en una alguna aplicación de escritorio. De igual forma, tal como mencionan Alkhawaldah et al. (2023) y Gupta et al. (2023), se debe identificar también los beneficios de la cadena de suministro digital y el desempeño organizacional con el que se cuenta.
Frente a tal contexto, la presente investigación se enfoca en una empresa peruana —específicamente, una dark kitchen de hamburguesas— que empezó como una idea de negocio en el 2019 y que se volvió realidad en el 2021. Actualmente, dicha empresa continúa incrementando sus ventas y creciendo de una manera sumamente veloz, lo que ha generado que el organizarse sea una tarea realmente difícil. En muchas ocasiones, la empresa no ha podido atender todos los pedidos, por lo que, según el indicador de faltantes de stock, tiene un 3 % de faltantes de stock, cuando lo ideal es que tenga un 0 % en tal indicador. Por este motivo, la investigación tiene como objetivo reducir las ventas perdidas utilizando como soporte las herramientas MRP y MPS.
2. METODOLOGÍA
El proyecto está estructurado en dos partes. La primera se enfoca en la mejora del planeamiento y control de producción de la empresa, mientras que la segunda se enfoca en un nuevo diseño de la instalación de la cocina. Para ello, el método de validación utilizado para demostrar la efectividad de la solución diseñada fue la simulación en Excel para ambas partes de la experimentación. Se eligió este método porque, a través de una prueba piloto, la obtención de resultados requeriría un plazo mayor al del alcance de este proyecto. Además, a través de dicha simulación en Excel, se evaluaron distintos modelos de gestión del abastecimiento e inventarios como alternativas de mejora para validar, finalmente, el modelo a proponer.
Con respecto a la mejora del planeamiento y control de producción, se desarrolló un modelo MRP y MPS en Excel, para el cual se determinaron ciertos parámetros adecuados a la empresa y se analizaron las ventas históricas para proponer un modelo de estimación de la demanda. De igual forma, teniendo en consideración la variabilidad que puede tener la demanda, se analizó —con @Risk— el efecto sobre el modelo propuesto de cambios de la demanda y del abastecimiento del lote mínimo de compra de la carne. De esta manera, se evaluaron los costos logísticos, los niveles de inventarios y la posibilidad de la rotura de stock.
Entonces, se validó el nuevo modelo MRP y MPS con datos de la demanda histórica existente y la política actual de abastecimiento, y se observó las roturas de stock y demás inconvenientes que tiene la empresa con respecto al inventario de insumos, tal como se registró realmente en el periodo histórico tomado como referencia. Luego, se realizó un buen planeamiento de la demanda, considerando un proceso de compras adecuado y eficiente, utilizando el mismo modelo de MRP y MPS. Con ello, se demostró que los resultados serían mejores y positivos para el funcionamiento de la empresa.
Por otro lado, respecto a la mejora del diseño de la instalación, a través del método Guerchet y del diagrama relacional de actividades, se realizó un nuevo diseño de la cocina, con el objetivo de mejorar el flujo de materiales y el tiempo en el recorrido de la preparación de los pedidos en un mes típico. Para esta segunda parte de la experimentación, se utilizó el método de validación, con el cual se compararon los cálculos del recorrido de la preparación de los pedidos en cuanto al recorrido de los trabajadores y el tiempo que se toman para atender la demanda en un periodo típico con el plano inicial, con los mismos cálculos pero con la nueva disposición. Esta comparación demostró una mayor eficiencia y rapidez en el flujo del proceso con la nueva disposición.
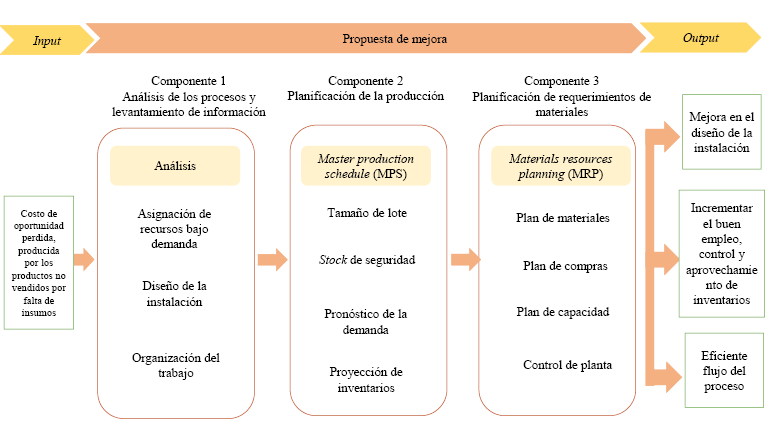
En la Figura 1, se puede observar el diagrama de la metodología, la misma que se encuentra dividida en tres componentes. El primero se enfoca en el análisis de los procesos y el levantamiento correspondiente de la información, el segundo toma como referencia la planificación de la demanda y, por último, el tercero se enfoca en la planificación de requerimientos de almacén.
Figura 1
Diagrama de la metodología
Con el fin de identificar, tanto los motivos como las causas de las ventas perdidas de la empresa, se elaboró un árbol de problemas (véase la Figura 2).
Árbol de problemas
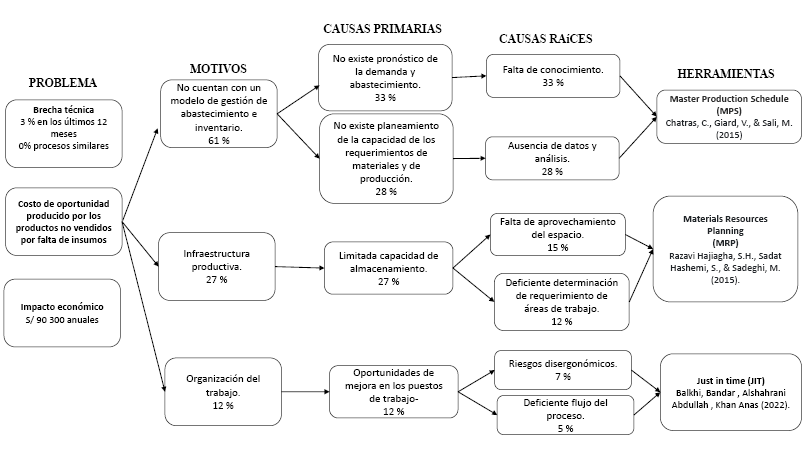
Tal como se muestra en la Figura 2, se analizaron los tres motivos principales que originan los pedidos perdidos. Tomando en cuenta la frecuencia y el impacto económico de cada uno de ellos, se empezó por abordar el relacionado al modelo de la gestión de abastecimiento e inventario. Además, debe tomarse en consideración que JIT se identificó como una causa probable, pero no se abordó, porque el foco del trabajo es el planeamiento y el control de las operaciones.
Asimismo, el proceso de implementación del sistema MRP en un restaurante o en una dark kitchen inicia con la definición de los objetivos, como mejorar la eficiencia de producción, reducir costos y optimizar el inventario. Luego, se realiza la recopilación detallada de datos sobre productos, proveedores, historial de ventas y tiempos de preparación. Es importante mencionar que, la elección de Excel como software MRP, se basa en la adaptación a las necesidades específicas de la dark kitchen. La configuración del sistema implica ajustar el modelo del MRP en Excel para reflejar la estructura del menú y establecer niveles de inventario.
Posteriormente, se establece un plan maestro de producción (MPS) a corto plazo para determinar la cantidad platos por producir según la demanda proyectada y los recursos disponibles. La generación automática de órdenes de producción con MRP en Excel se realiza con base en el MPS y los datos de inventario actual. Por otra parte, la gestión de proveedores se optimiza mediante la generación de órdenes de compra, lo que asegura niveles de inventario adecuados y evita escasez.
El seguimiento periódico del desempeño del sistema MRP permite ajustes regulares, los cuales incluyen actualizaciones de pronósticos y ajustes en el MPS según los resultados reales. Además, la capacitación del personal es crucial para garantizar la eficacia del sistema MRP en la gestión de producción e inventario. Asimismo, es importante la evaluación continua del desempeño operativo, costos y satisfacción del cliente, respaldada por datos recopilados, dado que esta impulsa mejoras continuas en los procesos de producción y gestión de inventario.
Para el análisis de los resultados, se tomaron en cuenta los datos históricos brindados por la empresa, los cuales fueron puestos en modelo de gestión desarrollado que se realiza en cuatro pasos.
Primer paso. Pronóstico de la demanda
Se utilizó el promedio móvil para el pronóstico de la demanda (véase la Tabla 1), ya que la empresa no contaba con datos históricos suficientes. Además, se utilizó el mínimo de datos para el pronóstico que es de dos meses. Como se observa, la diferencia entre las ventas reales y las pronosticadas resultan ser muy pequeñas en términos porcentuales con relación a las ventas reales.
Pronóstico de la demanda
|
Mes |
Ventas reales 2023 |
Pronóstico de la demanda 2023 |
Exactitud del pronóstico |
|
Enero |
3012 |
- |
- |
|
Febrero |
3278 |
- |
- |
|
Marzo |
3142 |
3145 |
-0,10 % |
|
Abril |
3204 |
3210 |
-0,19 % |
|
Mayo |
3170 |
3173 |
-0,09 % |
|
Junio |
3185 |
3187 |
-0,06 % |
|
Julio |
3176 |
3178 |
-0,06 % |
|
Agosto |
3180 |
3181 |
-0,03 % |
|
Septiembre |
3175 |
3178 |
-0,09 % |
|
Octubre |
3170 |
3178 |
-0,25 % |
|
Noviembre |
3172 |
3173 |
-0,03 % |
|
Diciembre |
3170 |
3171 |
-0,03 % |
Segundo paso. Plan maestro de producción
Se ingresa la demanda proyectada al MPS (véase la Tabla 2). El inventario final y de stock de seguridad es 0, debido a que el producto no permite el almacenamiento por ser perecible. No obstante, la tabla se puede utilizar para el desarrollo del MPS de la carne que se prepara y se puede almacenar por un máximo de cuatro días por políticas de la empresa.
Tabla 2
Plan maestro de producción
|
Plan maestro de producción |
Semanas del mes de octubre |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Inventario inicial |
3000 |
375 |
0 |
0 |
0 |
0 |
|
Pronóstico |
2625 |
2625 |
2625 |
2625 |
2625 |
2625 |
|
Inventario final |
0 |
0 |
0 |
0 |
0 |
0 |
|
Stock de seguridad |
0 |
0 |
0 |
0 |
0 |
0 |
|
MPS-producción |
0 |
2250 |
2625 |
2625 |
2625 |
2625 |
|
Cantidad disponible |
3000 |
2250 |
2625 |
2625 |
2625 |
2625 |
Tercer paso. Planificación de requerimientos de materiales
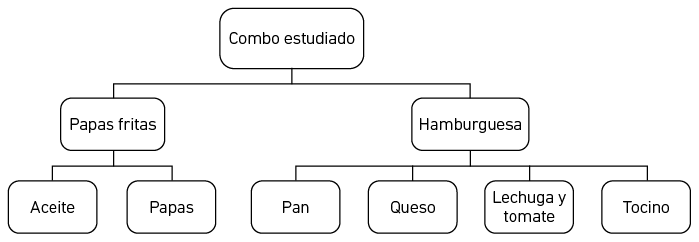
Al tener el MPS y la demanda proyectada, se desglosaron los insumos principales del producto que se muestra en la Figura 3. Con el estándar de los tiempos establecidos, el número de turnos y de operarios, que se muestran en la Tabla 3, se analizaó cada insumo tal como se muestra en la Tabla 4, desarrollada como ejemplo, para el insumo principal que es la carne. En la misma tabla se observa la reposición establecida sobre la base del lead time y el lote de compra.
Figura 3
Desglose del combo estudiado
Planificación de requerimientos de materiales
|
Operación |
Carne |
Queso |
Lechuga |
Tomate |
Pan |
Mantequilla |
Papas |
Aceite |
|
Tiempo estándar (HH/unidad) |
0,467 |
0,017 |
0,008 |
0,008 |
0,242 |
0,008 |
0,500 |
0,167 |
|
Eficiencia esperada |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
0,9 |
|
Cantidad de turnos de siete horas |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
|
Operaciones asignadas por turno |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
Tabla 4
Planificación de requerimientos de materiales
|
Carne |
Semana |
||||||
|
Operación |
1 |
2 |
3 |
4 |
6 |
7 |
8 |
|
Requerimiento bruto |
7000 |
||||||
|
Recepción programada |
|||||||
|
Inventario disponible |
3000 |
3000 |
3000 |
3000 |
3000 |
3000 |
0 |
|
Requerimiento neto |
4000 |
||||||
|
Plan de pedidos |
4000 |
||||||
|
Lanzamiento |
4000 |
||||||
Cuarto paso. Modelo de proyección de los beneficios brutos
Finalmente, se realizó un modelo de proyección de beneficios brutos, útil para la planificación financiera (véase la Tabla 5). En esta tabla se emplearon los costos de operación por unidad de producto proporcionados por la empresa. En la Tabla 5 se observan estos resultados para los últimos seis meses del 2023.
Tabla 5
Modelo proyección de los beneficios brutos
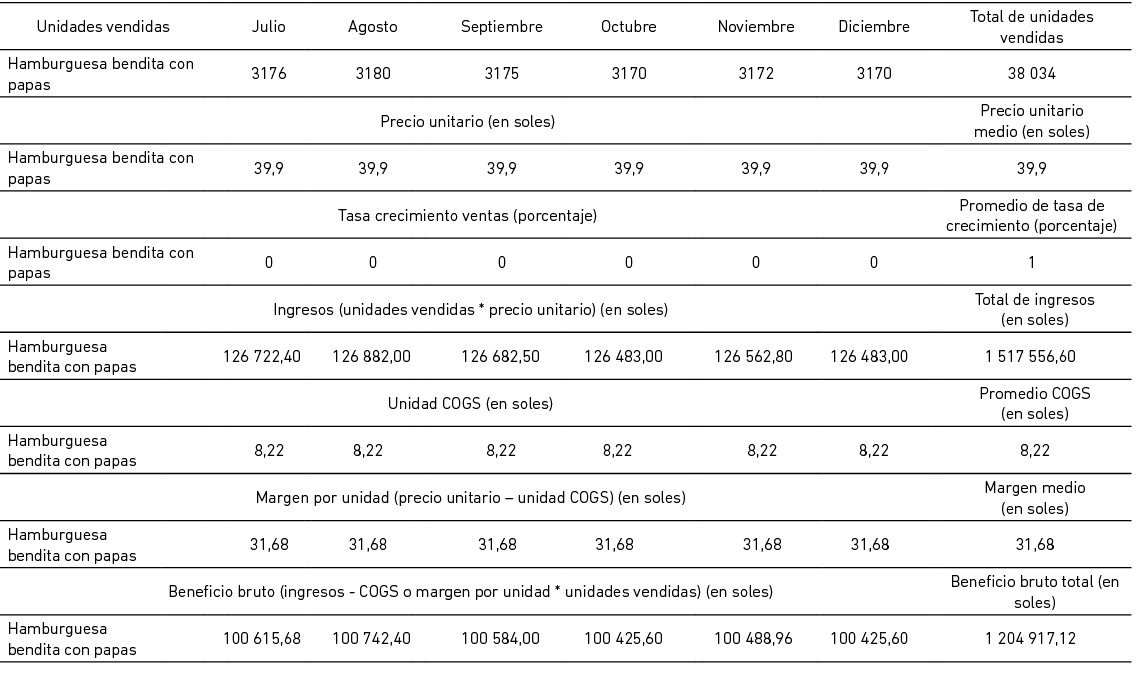
Para validar este modelo, se analizaron los datos del mes de octubre del 2023 brindados por la empresa:
- Pedidos entrantes: 3170
- Pedidos atendidos: 2978
- Pedidos perdidos: 192
Estos datos se comparan con los que se hubieran obtenido de haber utilizado el modelo diseñado. Con el promedio móvil simple, se obtuvo como resultado que en el mes de octubre hubo una proyección de la demanda de 3 170 pedidos. No obstante, la empresa solo pudo atender, con los recursos disponibles, 2978 pedidos (192 pedidos menos de lo demandado), lo que significó la pérdida de oportunidad de ventas equivalentes al 5,72 % de los ingresos del mes, lo cual es significativo para una mype.
El promedio móvil contribuye a eliminar las fluctuaciones temporales y el ruido en los datos, lo que facilita la identificación de tendencias a largo plazo. En un entorno como el de la dark kitchen, la demanda diaria puede experimentar variaciones debido a elementos estacionales, días específicos de la semana, eventos especiales, entre otros. Entonces, utilizando el promedio móvil, se logra obtener una perspectiva más precisa de la demanda promedio a lo largo de un periodo extendido.
Cabe resaltar que en el análisis de los tiempos estándar, que proporcionó la empresa para el MRP, se observó el posible efecto negativo del mal aprovechamiento de la infraestructura productiva y una limitada capacidad de almacenamiento como resultado de un uso inapropiado del espacio productivo. El análisis del flujo de proceso productivo de las áreas disponibles y las dimensiones de los equipos determinaron la necesidad de mejorar el uso del espacio físico en la cocina.
Existen varios métodos para llevar a cabo esta evaluación del espacio físico. En este contexto, se presentará el método de Guerchet, el cual proporciona una aproximación precisa del área requerida y que se ha aplicado según las medidas actuales de los elementos móviles y estáticos en la empresa (véase la Tabla 6).
Tabla 6
Calculo de área
|
Nombre |
L |
A |
h |
N |
n |
Ss |
Sg |
Se |
ST |
Ss x n |
Ss x n x h |
|
Estante |
2,30 |
0,60 |
2,20 |
1,00 |
1,00 |
1,38 |
0,00 |
1,147 |
2,527 |
1,38 |
3,04 |
|
Congeladora 1 |
1,80 |
0,80 |
1,30 |
1,00 |
1,00 |
1,44 |
1,44 |
2,394 |
5,274 |
1,44 |
1,87 |
|
Congeladora 2 |
1,13 |
0,64 |
0,78 |
1,00 |
1,00 |
0,72 |
0,72 |
1,192 |
2,628 |
0,72 |
0,56 |
|
Estante 2 |
1,14 |
0,60 |
2,20 |
1,00 |
1,00 |
0,68 |
0,00 |
0,568 |
1,252 |
0,68 |
1,50 |
|
Escritorio |
1,52 |
0,56 |
1,38 |
1,00 |
1,00 |
0,85 |
0,85 |
1,415 |
3,117 |
0,85 |
1,17 |
|
Congeladora 3 |
1,03 |
0,68 |
1,13 |
1,00 |
1,00 |
0,70 |
0,70 |
1,164 |
2,565 |
0,70 |
0,79 |
|
Refrigeradora |
0,60 |
0,58 |
1,86 |
1,00 |
1,00 |
0,35 |
0,35 |
0,578 |
1,274 |
0,35 |
0,65 |
|
Mesa de despacho 1 |
2,20 |
1,05 |
1,90 |
1,00 |
1,00 |
2,31 |
2,31 |
3,840 |
8,460 |
2,31 |
4,39 |
|
Mesa de despacho 2 |
2,00 |
0,71 |
0,91 |
1,00 |
1,00 |
1,42 |
1,42 |
2,360 |
5,200 |
1,42 |
1,29 |
|
Estante 3 |
1,50 |
0,58 |
1,60 |
1,00 |
1,00 |
0,87 |
0,00 |
0,723 |
1,593 |
0,87 |
1,39 |
|
Mesa de trabajo |
2,40 |
1,20 |
0,80 |
2,00 |
1,00 |
2,88 |
5,76 |
7,182 |
15,822 |
2,88 |
2,30 |
|
Horno estante |
0,86 |
0,50 |
0,90 |
1,00 |
1,00 |
0,43 |
0,43 |
0,714 |
1,574 |
0,43 |
0,39 |
|
Estante 4 |
1,16 |
0,58 |
1,60 |
1,00 |
1,00 |
0,67 |
0,00 |
0,559 |
1,232 |
0,67 |
1,08 |
|
Lavadero |
1,67 |
0,64 |
0,90 |
1,00 |
1,00 |
1,07 |
1,07 |
1,776 |
3,914 |
1,07 |
0,96 |
|
Cocina |
0,83 |
0,70 |
0,80 |
1,00 |
1,00 |
0,58 |
0,58 |
0,965 |
2,127 |
0,58 |
0,46 |
|
Freidora |
0,42 |
0,78 |
1,15 |
1,00 |
1,00 |
0,33 |
0,33 |
0,544 |
1,199 |
0,33 |
0,38 |
|
Plancha de hamburguesas |
1,00 |
0,75 |
0,93 |
1,00 |
1,00 |
0,75 |
0,75 |
1,246 |
2,746 |
0,75 |
0,70 |
|
Carretilla |
1,18 |
1,00 |
0,15 |
- |
1,00 |
1,18 |
- |
- |
- |
1,18 |
0,177 |
|
Operarios |
- |
1,65 |
- |
4,00 |
0,50 |
- |
- |
- |
2,00 |
3,30 |
|
|
Medida ideal |
62,51 |
17,43 |
22,93 |
La medida ideal del área productiva es de 62,51 m2. Actualmente, el área disponible de la empresa es de 60 m2. Sin embargo, se pudo observar que hay estantes que se encuentran poco utilizados y podrían eliminarse, tal como se observa en las figuras 4 y 5.
Figura 4
Fotografía de estantes y congeladora de la dark kitchen

Figura 5
Fotografía del estante de la dark kitchen

Por otro lado, para optimizar la capacidad de conservación, se reemplazaron las refrigeradoras actuales por dos congeladoras/refrigeradoras industriales. Con estos cambios se realizó un nuevo análisis de Guerchet, tal como se muestra en la Tabla 7, donde el espacio total requerido es de 55,49 m2.
Tabla 7
Método Guerchet
|
Nombre |
L |
A |
h |
N |
n |
Ss |
Sg |
Se |
ST |
Ss x n |
Ss x n x h |
|
Congeladora/refrigeradora |
1,20 |
0,74 |
1,95 |
2,00 |
1,00 |
0,89 |
1,78 |
2,281 |
4,945 |
0,89 |
1,730 |
|
Estante 1 |
1,14 |
0,60 |
2,20 |
1,00 |
1,00 |
0,68 |
0,68 |
1,171 |
2,539 |
0,68 |
1,500 |
|
Escritorio |
1,52 |
0,56 |
1,38 |
1,00 |
1,00 |
0,85 |
0,85 |
1,457 |
3,160 |
0,85 |
1,170 |
|
Mesa de despacho 1 |
2,20 |
1,05 |
1,90 |
1,00 |
1,00 |
2,31 |
2,31 |
3,956 |
8,576 |
2,31 |
4,390 |
|
Mesa de despacho 2 |
2,00 |
0,71 |
0,91 |
1,00 |
1,00 |
1,42 |
1,42 |
2,431 |
5,271 |
1,42 |
1,290 |
|
Estante 2 |
1,50 |
0,58 |
1,60 |
1,00 |
1,00 |
0,87 |
0,87 |
1,490 |
3,230 |
0,87 |
1,390 |
|
Mesa de trabajo |
2,40 |
1,20 |
0,80 |
2,00 |
1,00 |
2,88 |
5,76 |
7,398 |
16,037 |
2,88 |
2,300 |
|
Horno estante |
0,86 |
0,50 |
0,90 |
1,00 |
1,00 |
0,43 |
0,43 |
0,736 |
1,596 |
0,43 |
0,390 |
|
Lavadero |
1,67 |
0,64 |
0,90 |
1,00 |
1,00 |
1,07 |
1,07 |
1,830 |
3,968 |
1,07 |
0,960 |
|
Cocina |
0,83 |
0,70 |
0,80 |
1,00 |
1,00 |
0,58 |
0,58 |
0,995 |
2,157 |
0,58 |
0,460 |
|
Freidora |
0,42 |
0,78 |
1,15 |
1,00 |
1,00 |
0,33 |
0,33 |
0,561 |
1,216 |
0,33 |
0,380 |
|
Plancha de hamburguesas |
1,00 |
0,75 |
0,93 |
1,00 |
1,00 |
0,75 |
0,75 |
1,284 |
2,784 |
0,75 |
0,700 |
|
Carretilla |
1,18 |
1,00 |
0,15 |
1,00 |
1,18 |
- |
- |
- |
1,18 |
0,177 |
|
|
Operarios |
- |
1,65 |
4,00 |
0,50 |
- |
- |
- |
2,00 |
3,300 |
||
|
Medida ideal |
55,484 |
13,06 |
16,680 |
Con el fin de organizar el espacio en función del flujo eficiente de proceso, considerando las diferentes relaciones en las zonas productivas identificadas, se propone un rediseño de instalaciones de la cocina. Para ello, se llevó a cabo un diagrama relacional de actividades.
Primero, se identificaron los siete espacios o actividades:
1. Almacén de materias primas
2. Zona de lavado
3. Mesa de trabajo
4. Zona de producción
5. Mesa de control de calidad
6. Mesa de despacho
7. Zona administrativa
Segundo, se determinó la lista de motivos que determinan la necesidad de proximidad de los espacios o actividades, el cual se detalla a continuación:
1. Seguimiento eficiente del flujo del proceso. Considerando el orden de las actividades, se busca que los espacios se encuentren lo suficientemente cerca para poder continuar con la eficiencia del proceso.
2. Facilidad de carga y descarga. Es fundamental tener en cuenta el peso que pueden tener algunos insumos y la importancia de tener los almacenes cerca de la zona de producción.
3. Control de insumos. Antes de empezar con la producción, de alguna u otra forma, se evalúan y analizan los insumos con el fin de mantenerlos en óptimo estado.
4. Control de pedidos. Una vez que los pedidos ya se encuentran listos, es importante verificar que cumplan con lo solicitado por los clientes.
Tercero, se elaboró la tabla relacional de actividades que se muestra en las figuras 6 y 7.
Figura 6
Tabla relacional de actividades
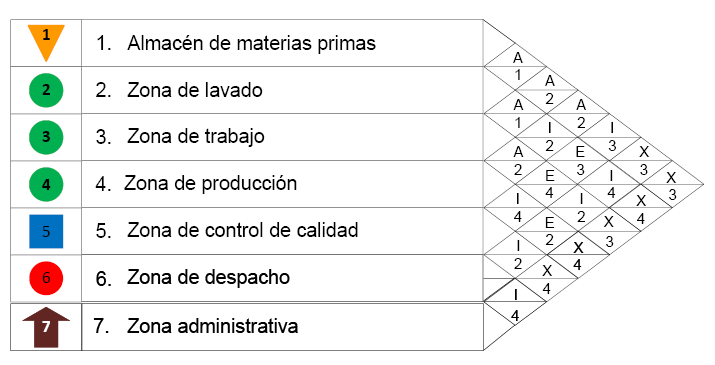
Diagrama relacional de actividades
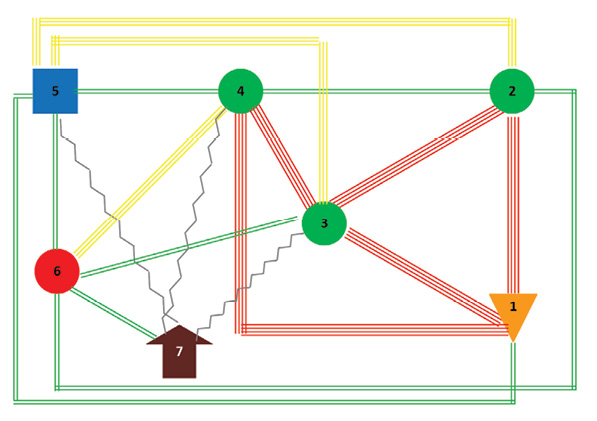
Como se puede ver en la Figura 7, las relaciones más importantes se encuentran entre el almacén de materias primas (1), la zona de lavado (2), la mesa de trabajo (3) y, finalmente, la zona de producción (4), dado que son zonas que deben estar cerca para generar eficiencia y rapidez, considerando que el proceso parte desde el almacén de materias primas. Además, como muchos de los insumos más importantes deben ser lavados o, incluso, llevados a la mesa de trabajo directamente, se enfatiza la cercanía de estas zonas (1, 2, 3 y 4) para realizar con mayor rapidez estos procesos. Asimismo, otra relación importante está entre la mesa de despacho (6) y la zona administrativa (7). Esta última sirve para verificar, a través de la computadora o pizarra, que los pedidos cuenten con todos los requisitos solicitados por los clientes.
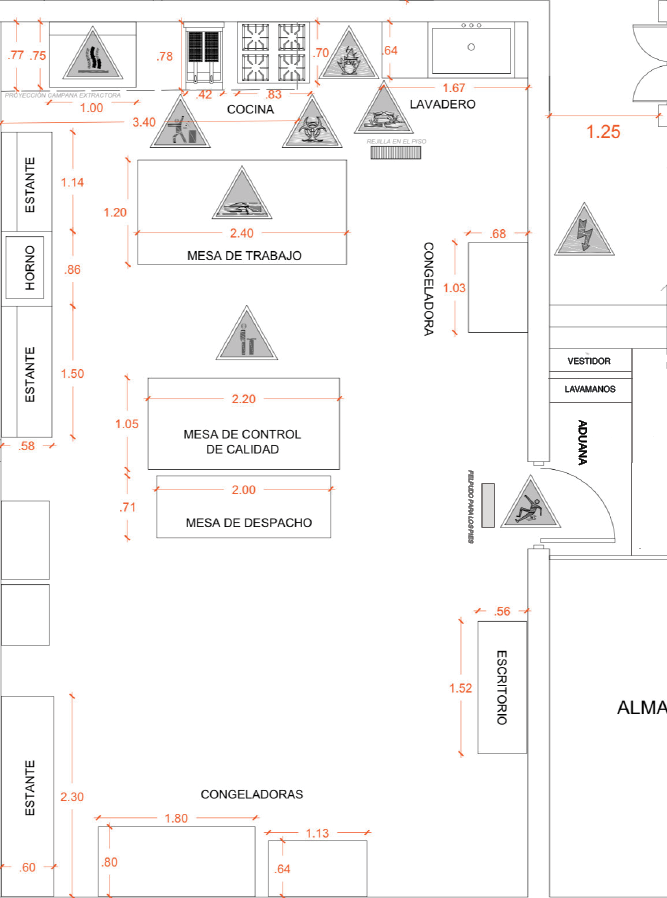
Finalmente, definido el diagrama relacional de actividades, se realizó la nueva disposición de planta, cuyo resultado se muestra en la Figura 9. De igual manera, el plano completo de las instalaciones se muestra en la Figura 8, donde se observa los baños y áreas externas sobre las cuales no se ha realizado ninguna modificación, ya que esto requeriría una inversión en obra civil que la empresa no puede efectuar. Por otro lado, los cambios propuestos más importantes en la zona de cocina son la eliminación de una repisa y una congeladora adicional en un almacén lo suficientemente grande para las materias primas cerca de la zona de producción, la inclusión de la mesa de control de calidad separada de la mesa de despacho y la ubicación de la zona administrativa en una posición que permite el control de entradas y salidas.
Figura 8
Plano de la dark kitchen
Disposición de la dark kitchen
Actualmente, el tiempo total de elaboración de un lote promedio de seis hamburguesas con papas es de 1 hora y 19 minutos; sin embargo, con la nueva disposición y el nuevo recorrido se podría tener un tiempo total de elaboración para el lote promedio de 1 hora y 4 minutos. Los cálculos detallados de estos tiempos se muestran en la Tabla 8.
Tiempo total de preparación de una hamburguesa con papas en la actualidad versus la nueva disposición
|
Preparación de una hamburguesa con papas |
Preparación de una hamburguesa con papas |
||
|
Tiempo de preparación la carne |
24 |
Tiempo de preparación la carne |
20 |
|
Tiempo de preparación las papas |
37 |
Tiempo de preparación las papas |
30 |
|
Tiempo de horneado del pan |
15 |
Tiempo de horneado del pan |
12 |
|
Tiempo de armado de la hamburguesa |
3 |
Tiempo de armado de la hamburguesa |
2 |
|
Tiempo total |
1h 19min |
Tiempo total |
1h 4min |
4. DISCUSIÓN
La cadena de suministro es clave en cualquier negocio, porque, con base en su eficiencia, se define el nivel de servicio al cliente. Frente a ello, investigaciones anteriores señalan la falta de indicadores de seguimiento y de datos para evaluar el desempeño de los procesos de la cadena de suministro (Juliana et al., 2022). Por otra parte, Raftowicz et al. (2020) enfatizan que la distancia entre el productor y el consumidor genera no solo ciertos problemas para mantener la rentabilidad de los pequeños productores locales, sino también una amenaza para la seguridad alimentaria. Además, indican que las cadenas de suministro cortas son convenientes para la sostenibilidad de la producción alimentaria, como la transparencia del proceso de producción de alimentos de alta calidad, a partir de una fuente de origen identificable (Raftowicz et al., 2020).
Por último, tal como mencionan Rahbari et al. (2023), la implementación de un modelo de cadena de suministro es de gran ayuda para cualquier tipo de empresa del rubro alimenticio. Del mismo modo, esta estrategia redujo en un 8,03 % los costos de la cadena de suministros y aumentó en un 3,65 % los recursos humanos empleados (Rahbari et al., 2023). Al igual que estas investigaciones, las mejoras propuestas generan aproximadamente un 10 % adicional de pedidos entrantes atendidos con un efecto directo en los beneficios económicos de la empresa.
5. CONCLUSIONES Y RECOMENDACIONES
La implementación de un modelo de proyección de la demanda (MPS y MRP) conduce a una mejora significativa en la eficiencia operativa y permite una mejor gestión de inventarios, programación de personal y producción, lo que puede reducir el desperdicio y mejorar la rentabilidad. Asimismo, anticipar la demanda y garantizar la disponibilidad de alimentos y bebidas en el momento adecuado mejora la satisfacción del cliente.
Por otro lado, emplear el método de Guerchet y el diagrama relacional de actividades permite rediseñar instalaciones de manera sencilla. Con el plano del rediseño se puede, incluso, simular el recorrido y validar si el rediseño reduce el tiempo de producción.
En esta investigación no se han abordado los aspectos relacionados al diseño de los puestos de trabajo de los colaboradores y queda pendiente evaluar aspectos ergonómicos del trabajo.
Finalmente, es importante mencionar que la empresa ha adoptado los modelos de proyección de la demanda (MPS y MRP) que contribuyen a mejorar el planeamiento y control de operaciones, y a la profesionalización de la gestión de esta mype dark kitchen, lo que motiva a la empresa a continuar el proceso de mejora continua.
6. REFERENCIAS
Aditi, B., Djakasaputra, A., Dewianawati, D., Wahyoedi, S., & Titin. (2022). Supply chain performance and visit interest of restaurants: the role of buzz and viral marketing strategic. Uncertain Supply Chain Management, (10), 437-444.
Alkhawaldah, R., Alshalabi, F., Alshawabkeh, Z., Alsha’ar, H., Alzoubi, M., Alshawabkeh, R., & Al-Dweiri, M. (2023). The mediating role of organizational capabilities on the relationship between lean supply chain and operational performance. Uncertain Supply Chain Management, (11), 11-20. https://doi.org/10.5267/j.uscm.2022.12.005
Balkhi, B., Alshahrani, A., & Khan, A. (2022). Just-in-time approach in healthcare inventory management: does it really work?. Saudi Pharmaceutical Journal, 30(12), 1830-1835. https://doi.org/10.1016/j.jsps.2022.10.013
Barqawi, B., Shibly, M., Jomaa, M., Alharafsheh, M., & Abulehyeh, S. (2023). Digital supply chain adoption: an empirical result from food industry. Uncertain Supply Chain Management, 11(2), 755-762. https://doi.org/10.5267/j.uscm.2023.1.005
Borsotto, P., Cagliero, R., Giarè, F., Giordani, G., Iacono, R., Manetti, I., & Sardone, R. (2023). Measuring short food supply chain sustainability: a selection of attributes and indicators through a qualitative approach. Agriculture, 13(3), 646. https://doi.org/10.3390/agriculture13030646
Carbajal-Roman, G., Lopez-Vela, C., Viacava-Campos, G., & Quiroz-Flores, J. (2021). Reducing waste in fast-food restaurants. En Y. Iano, O. Saotome, G. Kemper, A. C. Mendes de Seixas & G. Gomes de Oliveira (Eds.), Smart innovation, systems and technologies (Vol. 233, pp. 419-426). Springer. https://doi.org/10.1007/978-3-030-75680-2_47
Cozzio, C., Viglia, G., Lemarie, L., & Cerutti, S. (2023). Toward an integration of blockchain technology in the food supply chain. Journal of Business Research, 162.
Gupta, S., Chatterjee, P., Rastogi, R., & Gonzalez, E. D. S. (2023). A delphi fuzzy analytic hierarchy process framework for criteria classification and prioritization in food supply chains under uncertainty. Decision Analytics Journal, 7.
Juliana, J., Nagoya, R., Bangkara, B., Purba, J., & Fachrurazi, F. (2022). The role of supply chain on the competitiveness and the performance of restaurants. Uncertain Supply Chain Management, 10(2), 445-452. https://doi.org/10.5267/j.uscm.2021.12.007
Ku, E. C. S., Hsu, S., & Wu, W. (2020). Connecting supplier-supplier relationships to achieve supply chain performance of restaurant companies. Journal of Hospitality and Tourism Insights, 3(3), 311-328. https://doi.org/10.1108/jhti-10-2019-0113
Kurdi, B. A., Alzoubi, H. M., Alshurideh, M., Alquqa, E. K., & Hamadneh, S. (2023). Impact of supply chain 4.0 and supply chain risk on organizational performance: an empirical evidence from the UAE food manufacturing industry. Uncertain Supply Chain Management, 11(1), 111-118. http://dx.doi.org/10.5267/j.uscm.2022.11.004
Raftowicz, M., Kalisiak-Mędelska, M., & Struś, M. (2020). Redefining the supply chain model on the Milicz Carp Market. Sustainability, 12(7). https://doi.org/10.3390/su12072934
Rahbari, M., Khamseh, A. A., & Mohammadi, M. (2023). A novel robust probabilistic chance constrained programming and strategic analysis for Agri-food closed-loop supply chain under pandemic crisis. Soft Computing, 28, 1179-1214. https://doi.org/10.1007/s00500-023-09156-y
Sato, M., & Mizuyama, H. (2022). Global environmental issues: food and agriculture education to address food loss and waste, aiming at a sustainable supply chain. Journal of Nutritional Science and Vitaminology, 68, S95-S97. https://doi.org/10.3177/jnsv.68.s95
Shin, S., & Cho, M. (2022). Green supply chain management implemented by suppliers as drivers for SMEs environmental growth with a focus on the restaurant industry. Sustainability, 14(6). https://doi.org/10.3390/su14063515