Análisis y propuesta de mejora en el proceso de producción de yogur griego de una empresa peruana mediante herramientas lean (5S)*
Giancarlo Lara Espinoza**
https://orcid.org/0000-0001-9721-9479
Universidad de Lima, Facultad de Ingeniería, Lima, Perú
Rodrigo Alonso Jurado Guerrero
https://orcid.org/0000-0001-6104-9914
Universidad de Lima, Facultad de Ingeniería, Lima, Perú
Recibido: 18 de enero del 2023 / Aceptado: 15 de febrero del 2023
doi: https://doi.org/10.26439/ing.ind2023.n44.6234
RESUMEN. El propósito de la investigación se centró en la aplicación de la metodología Lean 5S en el proceso de manufactura de yogur griego de una empresa peruana, a fin de poder analizar y proponer una cultura de mejora continua. Esta metodología está compuesta por cinco fases: clasificar, organizar, limpiar, estandarizar y mantener. Se aplicaron diversas herramientas de ingeniería, tales como diagrama de operaciones del proceso, diagrama de recorrido, estudio de tiempos, VSM, matriz carga-distancia. La investigación dio como resultados una disminución de tiempos de producción con indicadores como reducción del 40 % en la matriz carga-distancia, reducción de tiempo de recorrido de 36,8 %, reducción de tiempo de preparación en un 64,4 % y un lead time mejorado en un 21,52 %. Además, la productividad mejoró en 65,94 %, con una mayor eficacia de producción en 15 %.
PALABRAS CLAVE: producción / industria láctea / procesos de fabricación / procesos de mejora continua / producción eficiente / yogur / Perú
ANALYSIS AND IMPROVEMENT PROPOSAL FOR GREEK YOGhURT PRODUCTION IN A PERUVIAN COMPANY EMPLOYING LEAN TOOLS (5S)
ABSTRACT. The purpose of this investigation was to apply the Lean 5S methodology to the Greek yoghurt production process of a Peruvian microenterprise with the aim of analyzing and propose improvements in order to promote a culture of continuous improvement. The methodology comprises the 5 stages of sort, set in order, shine, standardize and sustain. Several engineering tools were applied to this end, such as a process operations diagram, route diagram, time study, VSM and Load/Distance Matrix. The research achieved a reduction in production time, with indicators such as a 40 % reduction in the load-distance matrix, a 36,8 % reduction in travel time, a
64,4 % reduction in preparation time and an improved lead time by 21,52 %. In addition, productivity saw an increase of 65,94 % as well as 15 % higher production efficacy.
KEYWORDS: production / milk industry / manufacturing processes / continuous improvement process / Lean manufacturing / yoghurt / Peru
* Este estudio no fue financiado por ninguna entidad.
** Autor corresponsal.
Correos electrónicos en orden de aparición: [email protected]; [email protected]
INTRODUCCIÓN
Malpartida Gutiérrez y Tarmeño Bernuy (2020) afirman que, en un mundo moderno, cambiante y altamente competitivo, a causa de la globalización continua, las distintas organizaciones deben suplir requisitos mínimos en sus procesos para garantizar su supervivencia y el cumplimiento con los estándares que el mercado demanda (p. 52). Por ello, Vargas-Hernández et al. (2018) señalan que las organizaciones implementan distintas herramientas para incrementar su eficiencia y eficacia en la actividad que desempeñan, y obtener así el beneficio de ser elegidos por el consumidor (p. 82). El éxito competitivo incide en factores internos como la tecnología, la innovación, los recursos comerciales, los recursos humanos, aspectos financieros, la cultura y la calidad del producto o servicio (Rangel-Magdaleno, 2018, p. 40).
Según Castillo (2010), las pymes de la actualidad tienen problemas muy diversos como la innovación y el diseño limitado, altos costos de producción y financiamiento, la forma de organización, la incapacidad de inversión en tecnologías y estrategias, además de debilidades como el desconocimiento de sistemas de calidad y la resistencia al cambio (como se cita en Rangel-Magdaleno, 2018, p. 40).
Sin ser ajenas a esta realidad, Alcocer Quinteros et al. (2020) mencionan que las pequeñas empresas dedicadas a la elaboración de productos lácteos presentan estos tipos de falencias, como son, por ejemplo, pérdidas de tiempo en la línea de producción y en la elaboración del producto terminado. Esto da como resultado una demanda insatisfecha en su totalidad (p. 104). Asociado a ello, Aranda Gutiérrez et al. (2012) sostienen que las causas de mortandad de las pymes en el sector lácteo, en países de América Latina y el Caribe, identifican la ausencia de un sistema de trabajo basado en la mejora continua y obstáculos para acceder a la tecnología necesaria (p. 850).
Por ello, orientar a las pymes sobre el uso de metodologías de mejora continua facilita el desarrollo de sus procesos dentro de las organizaciones, de manera efectiva, sencilla y práctica (Meraz Rivera et al., 2021, p. 14). Es así cómo, en ese afán de lograr un mejoramiento continuo, Malpartida Gutiérrez y Tarmeño Bernuy (2020) indican que las empresas manufactureras adoptan un sistema de lean manufacturing (p. 52).
La filosofía lean manufacturing contribuye a la promoción y práctica del trabajo eficiente y libre de desperdicios en cada etapa del proceso productivo (Viteri Moya et al., 2016). Además, Anderson y Bozheva (2019) afirman que estas herramientas surgen para satisfacer la necesidad de las organizaciones tecnológicas para responder a los cambios frecuentes en su demanda, aparte de facilitar el trabajo en equipo (p. 9).
Esto cobra mayor importancia particularmente cuando el sistema de producción crece y la cantidad de producción aumenta; la implementación de manufactura esbelta asegura que, al eliminar todos los elementos de desperdicio en el proceso de fabricación, la producción es más sólida, productiva y eficaz, con un mínimo de mano de obra, al consumir lo minimo en recursos (Arslankaya y Atay, 2015).
La gestión y aplicación de un sistema de herramientas de manufactura esbelta opera con el mínimo de actividades posibles, a fin de evitar aquellas que no aportan valor añadido. De tal manera, se puede alcanzar una mayor eficiencia en los procesos, como, por ejemplo: la disminución de tiempos perdidos hasta en un 50 %, la reducción de mermas de producción en un 7 % y ahorros en la mano de obra y costes (Martínez Zafra, 2013, pp. 6-53). Por otro lado, ahorros de dinero en una tasa de costo beneficio de 1,7 y mayor producción en un 14,6 % (Viteri Moya et al., 2016, pp. 3-11).
Estas herramientas de manufactura, como indican Silva et al. (2011), pueden aplicarse en cualquier tipo de industria y generar distintos beneficios (p. 4014). Estudios en el sector alimenticio indican, según Gamboa Ruíz et al. (2015), que, con la metodología lean, se lleva a cabo una medición continua de los procesos por medio de indicadores y seguimiento a tareas, lo que permite la identificación y acciones a realizar sobre las necesidades más inmediatas, como excedentes de producción y posibles desperdicios, dando como resultado una mejora de 20 % a 50 % (pp. 24-37).
Según Huertas Soria (2019), al identificar las causas por las cuales una línea de producción presenta una baja productividad, se concluye que la implementación de las herramientas 5S y Kanban permitirá mejorar los niveles de producción en un 88,8 %, con relación a los tiempos, y un 15,2 % en eficiencia de materia prima (pp. 142-143).
European Commission (2016), en el evento de alto nivel denominado FOOD 2030: Research and Innovation for Tomorrow’s Nutrition and Food Systems, destacó la necesidad de adoptar distintos enfoques en nuestros sistemas alimentarios; es decir, más sostenibles, resilientes, responsables, diversos, competitivos e inclusivos. Para ello, según Charalampopoulos (2018), se deberían adoptar distintas acciones, incluido el aumento en la producción total, mejorar los procesos y canales de distribución, reducir el desperdicio de alimentos, entre otros. El uso de herramientas lean, como 5S y JIT, junto con metodologias como el Value Street Mapping (VSM), ayudan a indentificar necesidades para lograr dichos enfoques (De Steur et al., 2016). De igual forma, Reis et al. (2019) indican que el uso de herramientas como el diagrama de Ishikawa brinda una guía de cómo proceder con la implementación de soluciones. Rahman et al. (2010) enfatizan la idea de que el uso eficiente de estas herramientas, junto con un fuerte compromiso y enfoque de parte de los trabajadores, mide el factor de éxito de una compañía.
La presente investigación se enfoca en una empresa peruana fundada en 1984, dedicada a la producción artesanal y comercialización de yogur griego. En los últimos años, esta empresa presentó un decrecimiento considerable en sus ingresos (38, 7% en el 2020), además de un aumento en los costos de producción debido a la coyuntura del COVID-19 (12 % en materias primas y 10 % en costos de transporte). También dejó ver una falta de estandarización en sus procesos y presencia de desperdicios en la cadena de producción. La empresa busca maximizar su productividad actual de 84 % y competitividad en el sector que opera.
Por ello, el principal motivo que impulsó a la investigación se centra en la falta de resiliencia del sector pyme, debido a que en el Perú no existe una cultura de mejora continua. Por lo que deja en evidencia la falta de productividad y visión en la gestión de procesos eficientes. En tal sentido, el objetivo de esta investigación es analizar el proceso de producción de yogur griego de la empresa, a fin de organizar y estandarizar dichas áreas de trabajo mediante el uso de alguna herramienta lean, brindar una forma distinta de realizar las labores diarias coordinadas con sus objetivos e instaurar una cultura de procesos de mejora continua.
METODOLOGÍA
El estudio presentó un diseño experimental, debido a que, para proceder con la recopilación de la información y poder realizar un análisis del caso, se manipuló con las variables de manera directa (Bernardo & Caldero, 2000). Su tipo es aplicado, ya que se realizó la aplicación de acciones según la información encontrada (Cívicos y Hernández, 2007, pp. 37-38). El alcance de la investigación fue descriptivo y explicativo, con el objetivo de entender y describir el proceso, y aplicar mejoras con base en el análisis realizado (Hernández Sampieri et. al, 2014, pp. 92-96). El enfoque fue de carácter mixto, debido a que se recolectaron y analizaron los datos cuantitativos y cualitativos a lo largo del estudio. La orientación de este análisis es con fines de mejora de procesos para la producción.
La técnica implementada fue de observación, pero de manera cualitativa, ya que se adentró en la situación manteniendo un papel activo en los hechos (Hernández-Sampieri et al., 2014, p. 399). Los instrumentos utilizados fueron flujogramas del proceso, diagramas variados, guía de preguntas, visitas, grabaciones de video y registros de seguimiento y aprendizaje. Esto sirvió para obtener los diferentes datos (tiempo, lotes, obsoletos) que existen en el proceso.
Las variables estudiadas fueron herramientas lean (independiente) y proceso de producción (dependiente). Se estudió la línea de producción con su infraestructura (maquinaria y equipos), la organización de la empresa y lote crítico de producción al día. Por ello se enfocó en la eficiencia y eficacia como principales indicadores y en un estudio de tiempos para conocer las duraciones de las actividades (Velasco Sánchez, 2014).
Uno de los pilares dentro del sistema lean manufacturing es la metodología 5S, la cual está compuesta por cinco fases: clasificar (Seiri, fase 1), organizar (Seiton, fase 2), limpiar (Seiso, fase 3), estandarizar (Seiketsu, fase 4) y seguir mejorando (Shitsuke, fase 5) (Vargas Crisóstomo & Camero Jiménez, 2021).
Antes de iniciar con la implementación de la metodología 5S, se realizó el diagrama de operaciones del proceso, diagrama de recorrido, la data de la producción mensual, un estudio de tiempos, VSM y carga-distancia para conocer todas las actividades desarrolladas en el área de estudio. Posteriormente, se hizo una auditoría previa, a fin de conocer la situación actual del área en estudio. Además, se realizó el diagrama de Ishikawa para identificar la causa raíz de los problemas de la empresa.
Para el desarrollo de las 5S en la primera fase, se aplicó el uso de las tarjetas de color para marcar dentro del sitio de trabajo (área de producción y almacenes) y ver si había materia/herramientas innecesarias, a fin de tomar una acción correctiva. Se emplearon el color amarillo, para indicar un problema de contaminación, y el rojo si no estaba relacionado con el trabajo, como envases de alimentos, muebles innecesarios, elementos de seguridad, etc. En la segunda fase, se recurrió al análisis del diagrama de recorrido para evaluar el flujo del proceso y, posteriormente, redistribuir las áreas. La tercera fase estuvo marcada por la limpieza y el seguimiento de su cumplimiento. En la cuarta fase, se planteó la recomendación de nueva maquinaria para aumentar la eficacia y eficiencia en la elaboración del producto y complementar el objetivo de mantener y mejorar, de manera continua, las anteriores fases. Finalmente, en la última fase, se cumplió con la capacitación y la asignación de un comité 5S, encargado de presentar recomendaciones y sugerencias futuras.
RESULTADOS
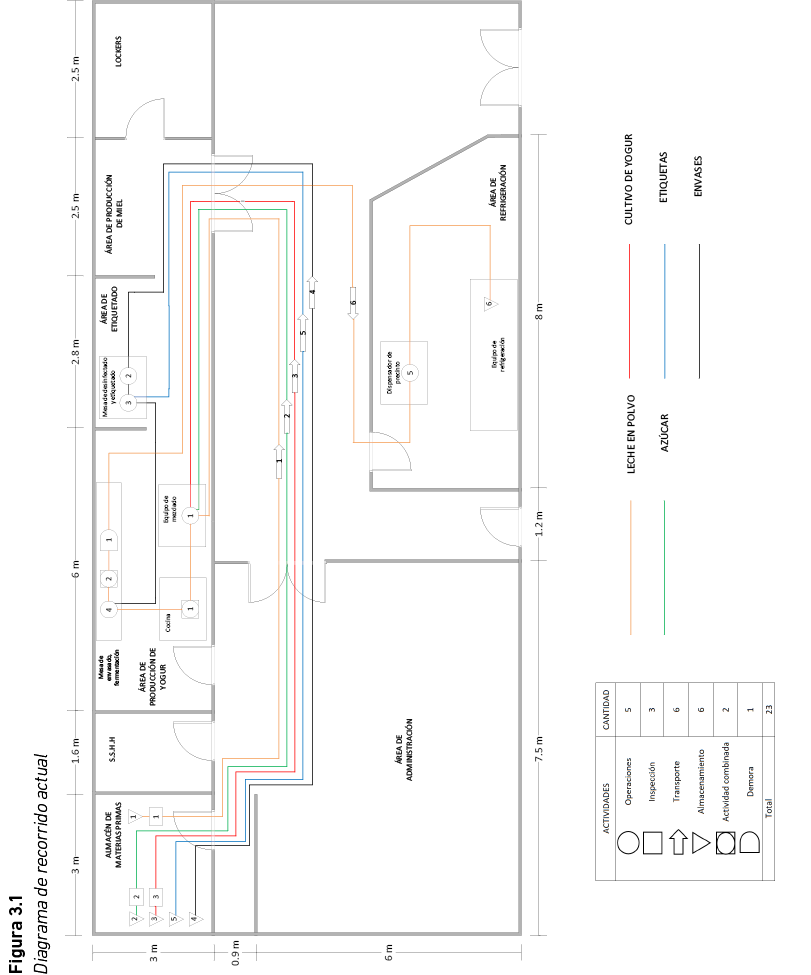
El proceso de producción de yogur comienza con la materia prima (leche en polvo) previamente pesada, partiendo del almacén hacia la cocina donde se precalienta junto con agua, para luego ser mezclada con los cultivos de yogur y el azúcar, que también fueron previamente pesados. Luego de un tiempo, en el que el producto se enfrió, es envasado en sus presentaciones de 6 onzas y 1 litro, y son dejados en reposo para la fermentación del yogur. Dichos envases son esterilizados y preparados previamente por un operario. Finalmente, el yogur ya envasado es sellado y llevado al almacén para su refrigeración, para luego ser distribuido.
En el diagrama de recorrido actual, siguiendo el proceso descrito anteriormente (Figura 3.1), se puede evidenciar que no se aplican dos principios importantes de disposición de planta: mínima distancia recorrida y seguir el flujo de proceso. Gran parte de los problemas se generan por la disposición actual y la no utilización de puertas para agilizar los traslados. Por ejemplo, con el recorrido actual de los insumos, se está propenso a contaminantes, pues para que la materia prima llegue al área de producción, tiene que transitar por un área abierta, y cuando se trata de alimentos, se debe tener mucho cuidado.
Por otro lado, se realizó el método carga-distancia de la disposición actual de la planta, teniendo en cuenta las distancias recorridas y la cantidad de material que se trasporta, para determinar la productividad actual.
Tabla 3.1
Carga-distancia de la disposición actual de la planta
|
Recorrido |
Insumo |
Distancia (Metros) |
Carga (Kg) |
Carga x Distancia |
|
Almacén de MP - Área de producción |
Leche en polvo |
19,85 |
2 |
39,70 |
|
Almacén de MP - Área de producción |
Azúcar |
19,85 |
20 |
397,00 |
|
Almacén de MP - Área de producción |
Cultivo de yogur |
19,85 |
0,65 |
12,90 |
|
Almacén de MP - Área de etiquetado |
Etiquetas |
17,25 |
1,1 |
18,98 |
|
Almacén de MP - Área de etiquetado * |
Envases |
172,5 |
8,5 |
1 466,25 |
|
Área de producción - Área de PT * |
Producto terminado |
145 |
196 |
28 420,00 |
|
Carga-distancia total |
30 354,83 |
|||
Nota. El recorrido de envases y producto terminado se repite diez veces *
Como se puede apreciar en la Tabla 3.1, la carga-distancia total es de 30 355 kg.m, influenciada principalmente por el recorrido del área de producción al área de producto terminado, ya que este recorrido se realiza diez veces para un lote. Mientras que el recorrido de los insumos del área de almacén de materia prima hacia el área de producción es de 1935 kg.m.
Para efectos prácticos de estudio, se tomó como lote de producción base la demanda de yogur griego de un día crítico; es decir, un día en el que la demanda es mayor, puesto que esta es cambiante acorde con los requerimientos de los clientes, ya que la empresa trabaja sobre pedidos. Estos días críticos mantienen un lote de producción de aproximadamente 196 litros de yogur, distribuidos en sus presentaciones de 6 onzas y 1 litro. Dicho lote crítico representa, dentro de la producción mensual de yogur desde enero hasta agosto del 2022 (Tabla 3.2), aproximadamente un 18,30 % de lo que se produce mensualmente. Inclusive, dentro de un mes, puede existir más de un día crítico.
Tabla 3.2
Producción mensual
|
Mes |
Producto |
||
|
Yogur 6 onzas |
Yogur 1 litro |
||
|
Ene.-22 |
2679 |
484 |
|
|
Feb.-22 |
3145 |
538 |
|
|
Mar.-22 |
3591 |
405 |
|
|
Abr.-22 |
3312 |
522 |
|
|
May.-22 |
3111 |
468 |
|
|
Jun.-22 |
4225 |
519 |
|
|
Jul.-22 |
3061 |
399 |
|
|
Ago.-22 |
4645 |
698 |
|
|
Total |
27 769 |
4033 |
|
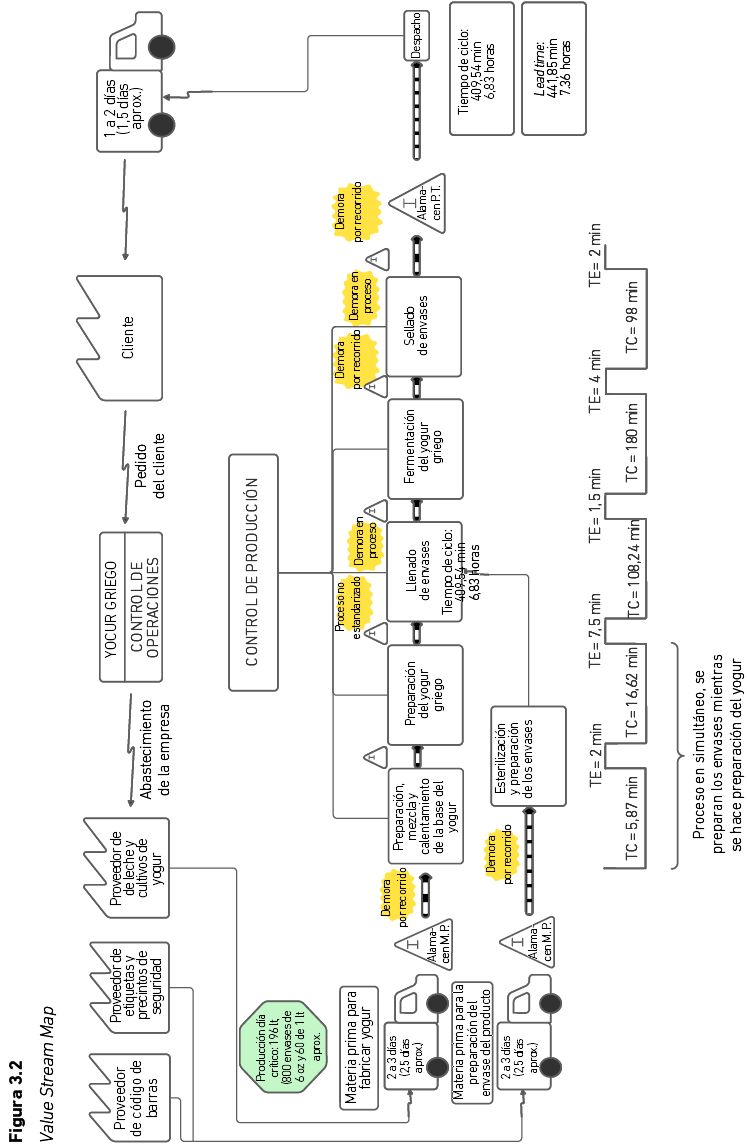
Esto llevó a la investigación a realizar un estudio de tiempos con cronometraje para cinco lotes de producción, donde se mostró consecuencias en el lead time; es decir, un alto tiempo de preparación, de ciclo y de traslados. Esto generó una ineficiente producción. Los tiempos observados de preparación de la materia prima indican cuánto demora una operaria en medir los insumos necesarios para la producción de yogur dentro del almacén de materia prima. El tiempo máximo de preparación, de entre los cinco lotes estudiados, fue de seis minutos (0,1 horas); debido, mayormente, a la disposición de los insumos.
Por otro lado, el tiempo observado de ciclo está comprendido desde la preparación de la mezcla hasta el sellado del producto terminado. En la Tabla 3.3, se muestran los tiempos más altos para cada proceso distribuido en los cinco lotes que se tomaron como muestra. Además, el proceso de desinfectado de envases ocurre en simultáneo con la preparación, mezcla y calentamiento del yogur, y también con la prefermentación. Las actividades de llenado y sellado de envases son parte del proceso que demanda mucho tiempo con relación a las demás actividades: 26,43 % y 24,13 % respectivamente del tiempo total del ciclo. Esto, debido a que dichas actividades son realizadas por una sola operaria cada una y de manera manual, lo cual lleva a demoras.
Tabla 3.3
Tiempo de ciclo (minutos y horas)
|
Proceso |
Lotes |
Tiempo |
|
|
Minutos |
Horas |
||
|
Preparación, mezcla y calentamiento de la base del yogur |
1 |
6,22 |
0,104 |
|
2 |
6,20 |
0,103 |
|
|
3 |
6,24 |
0,104 |
|
|
4 |
6,22 |
0,104 |
|
|
5 |
6,24 |
0,104 |
|
|
Preparación del yogur griego (prefermentación) |
1 |
17,32 |
0,289 |
|
2 |
18,00 |
0,300 |
|
|
3 |
17,20 |
0,287 |
|
|
4 |
18,00 |
0,300 |
|
|
5 |
17,58 |
0,293 |
|
|
Llenado de los envases |
1 |
115,00 |
1,917 |
|
2 |
114,50 |
1,908 |
|
|
3 |
114,75 |
1,913 |
|
|
4 |
114,45 |
1,908 |
|
|
5 |
114,90 |
1,915 |
|
|
Fermentación del yogur griego |
1 |
180,00 |
3,000 |
|
2 |
180,00 |
3,000 |
|
|
3 |
180,00 |
3,000 |
|
|
4 |
180,00 |
3,000 |
|
|
5 |
180,00 |
3,000 |
|
|
Sellado de envases |
1 |
104,80 |
1,747 |
|
2 |
104,35 |
1,739 |
|
|
3 |
104,84 |
1,747 |
|
|
4 |
105,00 |
1,750 |
|
|
5 |
104,60 |
1,743 |
|
Por último, los tiempos observados de traslado corresponden a cuánto demora una operaria en trasladar los insumos de materia prima hacia el área de producción, y de esta, hacia el área de refrigeración y producto terminado. Una operaria se demora diez minutos (0,167 horas), aproximadamente, en traslados de materia prima y producto terminado. Gran parte de esta problemática es debido a la disposición de las áreas y al desorden que existe en el almacén y en los pasillos por donde se traslada la materia.
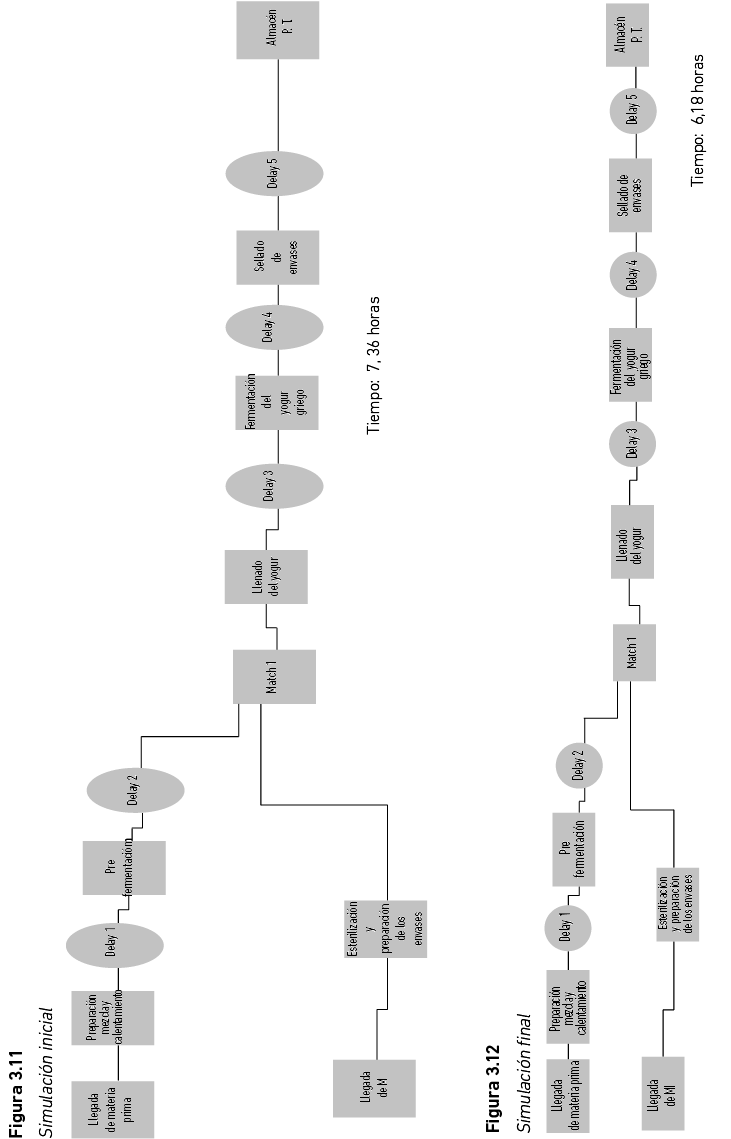
El siguiente paso fue estandarizar los tiempos observados para su correcta aplicación en el lead time del proceso de producción del yogur. Es así cómo, en la Figura 3.2, se muestra el Value Stream Map (VSM) actual del proceso de producción de yogur, con un tiempo de ciclo de 6,83 horas y valor de lead time de 7,36 horas.
Gran parte de los problemas del lead time se generan por el desorden dentro de los almacenes. En la Figura 3.3, se puede apreciar que los materiales y las herramientas de trabajo no se encuentran en una óptima ubicación, además de no estar correctamente identificados para facilitar el trabajo de los operarios. Además, existe desorden en los pasillos por donde se traslada la materia prima.
Figura 3.3
Fotos de almacén y pasillo

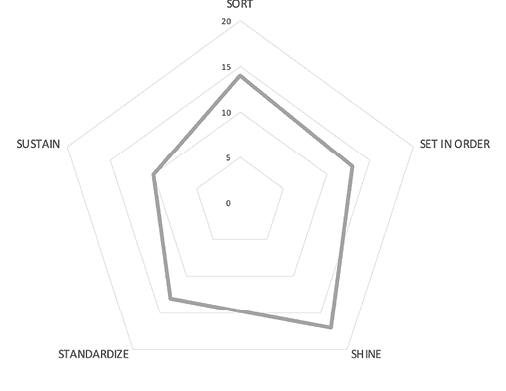
Por otro lado, como resultado de la auditoría inicial, se realizó un gráfico de radar (3.4), donde se puede apreciar que la empresa necesita mejorar en los aspectos de clasificación (sort), orden (set in order), estandarización (standardize) y disciplina (sustain); pues en líneas generales la empresa mantiene un promedio del 67 % en su gestión, encaminada a la eficiencia en sus procesos, pero aún tiene mucho por mejorar.
Figura 3.4
Diagrama de radar
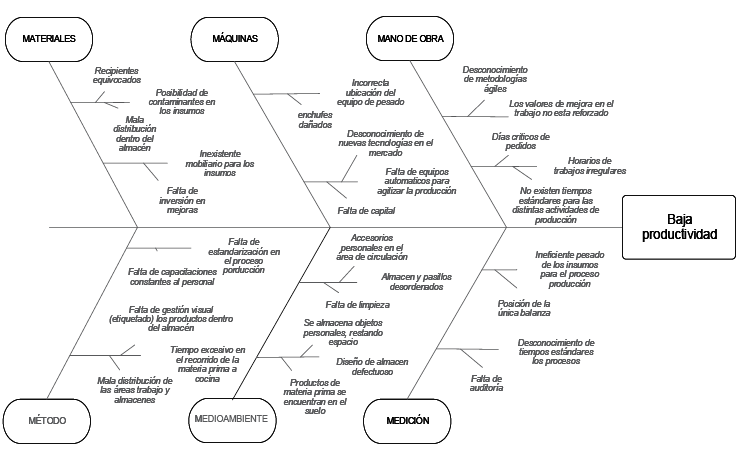
En el diagrama de Ishikawa (Figura 3.5), se muestran los distintos factores que conllevan a un proceso deficiente de producción de yogur. Uno de los principales problemas dentro de la compañía fue la falta de un proceso estandarizado con respecto a los tiempos de producción, en gran parte debido a la falta de auditorías y capacitaciones, así como a un desconocimiento de metodologías de mejora. Por otro lado, el desorden estuvo presente en distintas áreas de la empresa y afectó directamente a la producción. Todo esto apuntó a que los grandes puntos débiles de la empresa son sus métodos, el medioambiente y la medición.
Figura 3.5
Diagrama de Ishikawa
Conociendo el diagnóstico inicial de la situación, se aplicó la metodología 5S, distribuida en cinco pasos estratégicos para todas las áreas competentes. Con respecto a la primera “S”, que es la clasificación, se empezó eliminando recursos innecesarios dentro de las instalaciones de la empresa (Tabla 3.4), mediante el uso de la metodología de tarjeta de colores (Figura 3.6). Este método cualitativo y visual contribuyó a identificar qué objetos necesitaban una acción correctiva, pues limitaban el espacio disponible y, sobre todo, generaban obstrucción.
Figura 3.6
Tarjeta de color 1
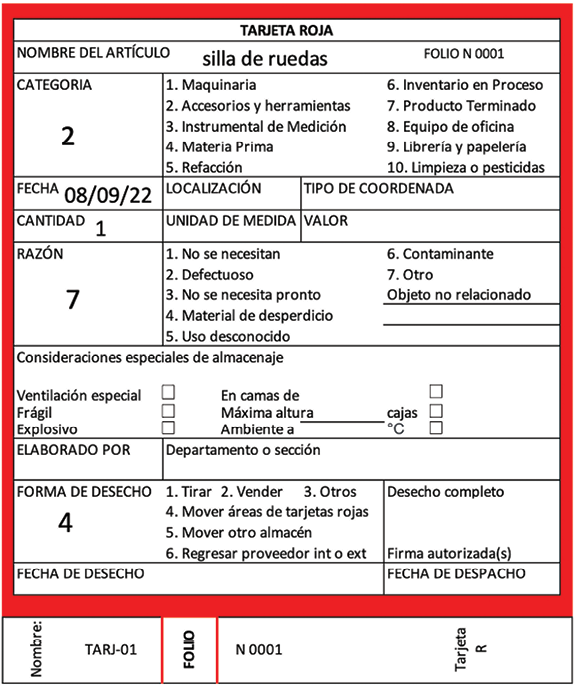
Tabla 3.4
Lista de objetos innecesarios
|
N.° |
Objetos innecesarios |
|
1 |
Cajas con mascarillas |
|
2 |
Silla de ruedas |
|
3 |
Artículos de oficina |
|
4 |
Cables varios |
|
5 |
Papeleo de oficina |
|
6 |
Accesorio para ejercicios |
|
7 |
Bicicleta |
|
8 |
Herramientas |
|
9 |
Baldes de pintura |
|
10 |
Bolsas varias |
Para la segunda “S”, que está relacionada con la organización, se decidió aplicar una propuesta de layout para los racks del área del almacén de materia prima, debido a la pésima disposición de los insumos y el desorden dentro del área que tenía la empresa. Los principales insumos, como el azúcar, el cultivo de yogur y la leche en polvo, llegan en costales de 50 y 25 kg. En la Figura 3.7, se puede apreciar que el layout del rack cuenta con tres niveles. El primer nivel está compuesto por el azúcar, la cual estaría almacenada en recipientes propuestos para mantenerla en un correcto estado, además de tener un fácil acceso a ella. En el segundo nivel, se encuentra ubicada la leche en polvo en sus respectivos empaquetados, además de los cultivos de yogur. Por último, en la parte superior del rack, en el tercer nivel, se encuentran los envases y etiquetas, pues al ser un material liviano, el acceso a este es sencillo. Cada nivel está compuesto por cajas organizadoras de plástico, detalladas en sus medidas respectivas, para mantener los insumos en mejor estado.
Figura 3.7
Layout para el rack
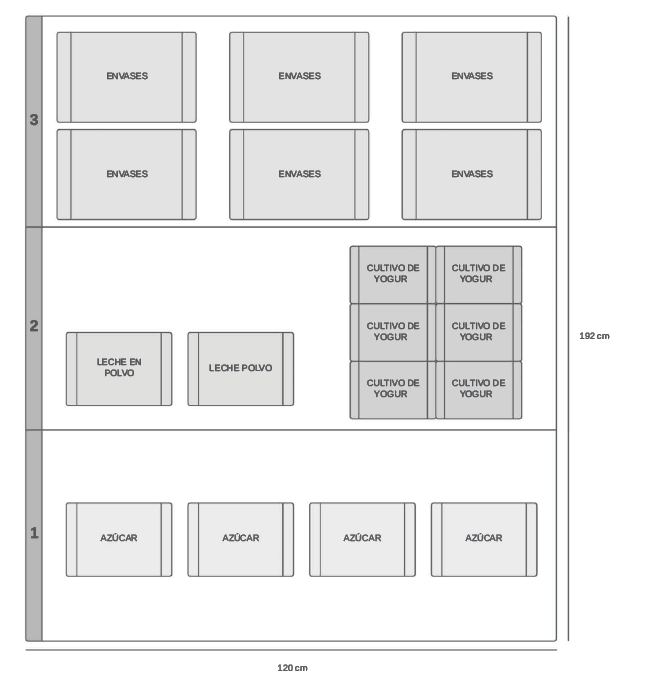
Figura 3.8
Disposición final del rack

La Figura 3.8 muestra la disposición actual del rack, donde se puede observar un avance, cumpliendo con los niveles de distribución planteados en la Figura 3.7.
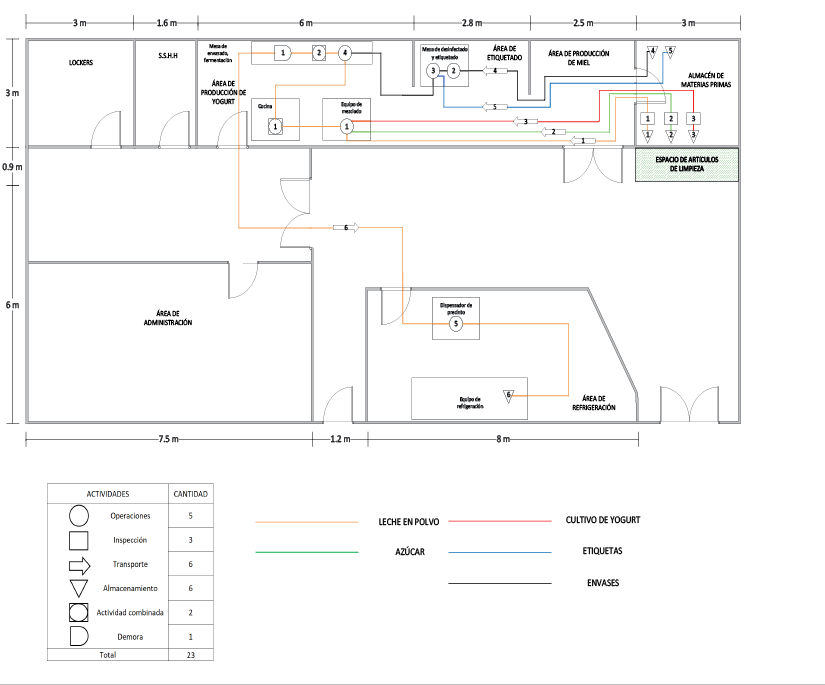
Por otro lado, también se aplicó una propuesta de disposición de las áreas de la empresa, considerando el diagrama de recorrido de la situación inicial (Figura 3.9). Como se puede apreciar, el almacén de materia prima fue colocado cerca del área de producción, para hacer más eficiente el proceso. Además, se habilitó una puerta cerca del área de producción para acortar distancias en los traslados y un área especial para los productos de limpieza, para no efectuar una contaminación cruzada. Finalmente, se planteó la construcción de una pared para independizar el área administrativa.
Figura 3.9
Diagrama de recorrido propuesto
Con la disposición propuesta de la planta, también se realizó el método carga-distancia, para comprobar los beneficios (Tabla 3.5).
Tabla 3.5
Carga-distancia de la disposición propuesta de la planta
|
Recorrido |
Insumo |
Distancia (Metros) |
Carga (Kg) |
Carga x Distancia |
|
Almacén de MP - Área de producción |
Leche en polvo |
8,3 |
2 |
16,6 |
|
Almacén de MP - Área de producción |
Azúcar |
8,3 |
20 |
166 |
|
Almacén de MP - Área de producción |
Cultivo de yogur |
8,3 |
0,65 |
5,395 |
|
Almacén de MP - Área de etiquetado |
Etiquetas |
5,4 |
1,1 |
5,94 |
|
Almacén de MP - Área de etiquetado * |
Envases |
54 |
8,5 |
459 |
|
Área de producción - Área de PT * |
Producto terminado |
90 |
196 |
17 640 |
|
Carga-distancia total |
18 292,935 |
|||
Nota. * El recorrido de envases y producto terminado se repite diez veces
Como se puede apreciar, los metros recorridos del almacén de materia prima hacia el área de producción se redujeron considerablemente. A su vez, la carga-distancia total propuesta es de 18 293 kg.m., lo cual significa un 40 % menos, con respecto a la actual. Además, esta mejora recortaría los tiempos y distancias que se toman los operarios en los traslados entre áreas. La nueva disposición de planta mejora la productividad en 65,94 %.
Según los resultados de la auditoría inicial y las visitas de campo, la empresa mantiene sus ambientes e instrumentos de trabajo limpios. Sin embargo, algunos objetos para la limpieza se encontraban esparcidos en distintas áreas. Por ello, con respecto a la tercera “S”, además de proponer un área especial para el almacenamiento de los artículos de limpieza, se aplicó un cronograma mensual de limpieza del área de producción y almacenes. Además de llevar un registro de cada operaria, se verificará que todos los materiales para el aseo se encuentren en la zona establecida, antes y después de la limpieza.
A su vez, se aplicó un plan de limpieza diario, en el cual se detalla el procedimiento o metodología que cada operaria deberá seguir al momento de limpiar las áreas correspondientes.
Con respecto a la cuarta “S”, que está relacionada con la estandarización y optimización de procesos, se aplicaron mejoras en al área de producción. Gracias a la información brindada por la Figura 3.5 (Diagrama de Ishikawa) y los tiempos de la Tabla 3.3, se concluyó que una de las fases donde existió mayor potencial de mejora fue en el proceso de llenado de envases, al ser una actividad artesanal y manual. Dicho proceso se demoraba hasta 115 minutos, y el peso de los productos excedía en 0,5 onzas por cada presentación de 6 onzas, y 35 mililitros en la presentación de 1 litro aproximadamente. Es decir, los grados de precisión se excedían en un 8,33 % y 3,5 % respectivamente.
Por ende, se propuso el uso de una dosificadora semiautomática con tolva (Figura 3.10), ya que, entre las necesidades requeridas para el proceso, se buscó un equipo construido con acero inoxidable, para soportar temperaturas altas y bajas, y no afecte la calidad del producto. Además, debía ser capaz de trabajar con líquidos de baja y media viscosidad, puesto que el yogur presenta mayor viscosidad que un líquido acuoso. En suma, el modelo de la dosificadora cuenta con dos formas de trabajo: la forma automática, para poder realizar ciclos continuos de producción, y la forma manual, para poder controlar cantidades menores de producción. Finalmente, presenta un rango de llenado de entre cien mililitros y mil mililitros, con un grado de precisión de +- dos mililitros, lo que satisface ambas presentaciones del producto de la empresa.
Figura 3.10
Dosificadora semiautomática con tolva

Nota. Extraído de proforma Simag Industrial Perú S.A.C, 2022.
Con respecto a la eficiencia del proceso, la aplicación de la máquina reduce el tiempo hasta cuarenta minutos, lo cual significa un 65 % menos del tiempo actual. A su vez, aumenta la eficacia del proceso a un grado de precisión de +- 0 a 2 ml por envase, es decir un 1 % y 0,2 % respectivamente de los envases de 6 onzas y 1 litro.
Tabla 3.6
Tabla beneficio-costo
|
Costo |
Beneficio |
||
|
Dosificadora semiautomática con tolva modelo G1WTD1000 |
S/ 5720,00 |
Ahorro en envases de 6 oz. (por lote) |
S/ 49,84 |
|
Ahorro en envases de 1Lt. |
S/ 8,57 |
||
|
Total invertido |
S/ 5720,00 |
Total ahorrado (por lote) |
S/ 58,41 |
La Tabla 3.6 describe el costo de la máquina y el ahorro por lote que existe cuando se utiliza este equipo. Lo que dio como resultado una recuperación de la inversión del dosificador en un corto plazo de 3,26 meses. Esto es esencial, debido a que se buscó encontrar una solución que no excediera del presupuesto de la empresa y que pudiera aumentar el nivel de eficiencia y eficacia.
Adicionalmente, se demostró la mejora del proceso de producción del yogur con la implementación del dosificador y las disposiciones propuestas anteriormente. Teniendo en cuenta que la empresa trabaja sobre pedidos, del horario de trabajo, el lead time para la producción de un lote critico de 196 litros de yogur artesanal es de 7,36 horas. Es decir, la capacidad máxima de producción actualmente es de 196 litros en una jornada laboral de ocho horas. Sin embargo, con las nuevas disposiciones para la planta y la estandarización de las actividades, el nuevo lead time disminuye a 6,07 horas. Esto, gracias a la disminución de los tiempos de preparación de la materia prima, los tiempos de espera o recorrido y los tiempos de llenado de envase.
A su vez, se comprobaron los resultados obtenidos con simulaciones en el programa Arena, comparando la situación inicial con la situación final (Figuras 3.11 y 3.12), de los cuales se obtuvieron una variación del +/- 2,5 % con respecto a los indicadores claves de rendimiento, como el tiempo en el sistema (VA Time). Es decir, el tiempo en el sistema utilizando recursos. Los resultados del VA Time de la simulación final arrojan un valor de 6,18 horas, el cual significa una mejora del 19,09 % con respecto al valor inicial de 7,36 horas. Con ello, se concluye que la nueva disposicion mejora la eficiencia y eficacia del proceso de producción de yogur griego artesanal.
Finalmente, con respecto a la quinta y última “S”, para supervisar las propuestas planteadas y promocionar la creación de nuevas normativas como soluciones ante futuros problemas, se realizó una capacitación al personal de la empresa, a modo de inducción de la metodología 5S y sus beneficios en el proceso de producción. Además, se propuso la creación de un comité a cargo de la operaria con más experiencia, la cual tendrá citas mensuales de coordinación con el personal, en las que se expondrán el estado de la producción y las oportunidades de mejora.
Luego de una semana de aplicado lo expuesto previamente, se volvió a realizar una encuesta a las operarias, a modo de auditoría final, en la que se pudo apreciar una mejora considerable con respecto a la primera auditoría. Con las disposiciones propuestas y aplicadas, los valores en puntos débiles como “Sort” y “Standarize” mejoraron en un 100 % y 95 % respectivamente. A manera general, en la Figura 3.13, se puede apreciar que la empresa mantiene un 97,5 % en su gestión actual. Sin embargo, aún existen posibles mejoras relacionadas a la gestión visual y habilidades blandas.
Figura 3.13
Diagrama radar final
4. DISCUSIÓN
Hay muchos estudios que demuestran la importancia de la metodología lean en los procesos manufactureros dentro de las distintas industrias, tales como la alimentaria. Según Gamboa Ruíz et al. (2015), se requiere de un giro a la cultura organizacional para ser más competitivos dentro del sector y lograr beneficios. La aplicación de la metodología lean a la empresa productora de yogur griego artesanal generó la posibilidad de tener mejores metas productivas y mantener un proceso de producción ordenado y eficiente utilizando la mejora continua.
Se logró disminuir los tiempos de producción, con un nuevo lead time de 6.07 horas, lo que mejoró la eficiencia del tiempo en 16 %, en contraste con Martínez Zafra (2013), que concluye que la aplicación de un sistema de herramientas de manufactura puede disminuir los tiempos perdidos hasta en un 50 %, y Martínez Sánchez et al. (2016), quienes concluyen que el uso de herramientas lean logró mejoras en los tiempos promedio de hasta 56 %. Además, la capacidad máxima de producción para un lote critico aumentó a 230 litros de yogur artesanal dentro de una jornada laboral de ocho horas. Por consiguiente, la eficiencia de la producción mejoró en 15 %. Estos resultados son similares a los encontrados por Viteri Moya et al. (2016), quienes concluyen que, al implementar esta metodología, se contribuye a una gestión eficiente en cada etapa del proceso productivo, generando así mayor producción en un 14,6 %.
En este estudio se rediseñó la planta y se pudo mejorar la productividad total en un 65,94 %. Los resultados obtenidos también son similares a los conseguidos por Huertas Soria (2019), donde las mejoras de los niveles de producción fueron de hasta un 88 % y un 15,2 % en eficacia de materia prima. En tal sentido, al analizar estos resultados, se confirma que, mientras existan procesos estandarizados, orden y limpieza en las distintas áreas y pasillos dentro de una empresa, mejor será el nivel de lead time y, por consiguiente, mejores los niveles de eficiencia y eficacia en las operaciones.
Para mejorar los procesos dentro de las empresas, basta con conocer e implementar herramientas de manufactura esbelta, a fin de generar un mejoramiento continuo con el mínimo de inversión (Malpartida Gutiérrez y Tarmeño Bernuy, 2020). Como se mostró en el presente trabajo de investigación, con la aplicación de la metodología 5S y una inversión mínima en maquinarias y equipos, se puede mejorar las condiciones de una empresa, aumentar su eficiencia, su eficacia y productividad, eliminando desperdicios y mejorando la cultura organizacional.
CONCLUSIONES Y RECOMENDACIONES
La metodología 5S, como se demostró en la investigación, es una herramienta efectiva para mejorar la organización del lugar del trabajo, reducir los tiempos inefectivos de la cadena de valor y mejorar la eficiencia de los trabajadores aportándoles una mentalidad enfocada en el cumplimiento de objetivos.
Además, con las modificaciones en los diseños del área de trabajo, se ve reflejada una mayor productividad en los empleados y en la producción. Sin embargo, la empresa debe mantener la mejora continua, pues es indispensable para lograr buenas condiciones en la organización y mayor motivación en el personal.
Cabe mencionar que la empresa actualmente continúa evaluando los resultados de las metodologías planteadas, con efectos satisfactorios, y marcando la pauta para seguir implementando mejoras. Adicionalmente, para que la empresa pueda mantenerse dentro del rubro de lácteos en el mercado peruano como empresa competente, es indispensable que adquiera mayor automatización dentro de sus procesos, mediante el uso de máquinas y equipos actualizados. De esa manera, se pueden aprovechar eficientemente sus recursos y materiales. Esto da pie a que se puedan desplegar estudios futuros que contribuyan a los planteados en este artículo.
REFERENCIAS
Alcocer Quinteros, P., Paredes Loayza, M., Proaño Molina, P., & Baque Mite, L. (2020, octubre-diciembre). Mejoramiento de la línea de producción de la pequeña empresa lácteos; caso práctico del Cantón Mejía de Ecuador. Journal of business and entrepreneurial studies JBES, 4(3), 103-116 https://sga.uteq.edu.ec/media/evidenciasiv/2021/10/29/evidencia_articulo_202110297129.pdf
Anderson, D., y Bozheva, T. (2019). Kanban maturity model: desarrollando la agilidad organizativa y de negocio en empresas industriales. DYNA Management, 7(1). http://dx.doi.org/10.6036/MN8805
Aranda Gutiérrez, H., de la Fuente Martínez, M. L., Becerra Reza, M. N., Martínez Nevárez, J., Callejas Juárez, N., & Esparza Vela, M. E. (2012). Gestión de la innovación tecnológica (GIT): un ejercicio de autoevaluación en doce microempresas chihuahuenses. Rev. Mex. Agroneg, 30, 849-860. https://doi.org/10.22004/AG.ECON.120466
Arslankaya, S., & Atay, H. (2015). Maintenance management and lean manufacturing practices in a firm which produces dairy products. Procedia, social and behavioral sciences, 207, 214-224. https://doi.org/10.1016/j.sbspro.2015.10.090
Bernardo, J., & Caldero, J. F. (2000). Investigación cuantitativa; Métodos no experi-mentales. Aprendo a investigar en educación (77-93). Madrid: RIALP, S. A. ISBN: ٨٤-٣٢١-٣٣١٨-٣
Castillo, E. (22 de julio de 2010). 5 problemas de las Pymes para el éxito. CNN Expansión. https://expansion.mx/emprendedores/2010/07/21/ser-exitoso-sin-morir-en-el-intento C
Charalampopoulos, D. (2018). Food waste and by-products valorization. En Hanley, B. & Russell, W. (Eds), Food The Vital Ingredient (pp. 207-219). Food and Beverage Consumption and Health.
Cívicos, M. A. & Hernández, M. (2007). Algunas reflexiones y aportaciones en torno a los enfoques teóricos y prácticos de la investigación en trabajo social. Revista Acciones e Investigaciones Sociales, 23, 25-55. ISSN:1132-192X. https://dialnet.unirioja.es/servlet/articulo?codigo=2264596
De Steur, H., Wesana, J., Dora, M., Pearce, D. & Gellynck, X. (2016). Applying Value Stream Mapping to reduce food losses and wastes in supply chains: A systematic review, Waste Management, 58, 359-368. https://doi.org/10.1016/j.wasman.2016.08.025
European Commission, Directorate-General for Research and Innovation (2016). European research and innovation for food and nutrition security: FOOD 2030 high level conference: background document. https://data.europa.eu/doi/10.2777/20654
Gamboa Ruíz, L. A., Reyes Rodríguez, M. A., Nieto Villagrán, P. A., & Hurtado Suárez, Y. A. (2015). Implementación del modelo Lean Management en la empresa de lácteos, Hacienda San Mateo [Tesis de grado, Universidad Sergio Arboleda]. Repositorio institucional de la Universidad Sergio Arboleda, Bogotá. https://repository.usergioarboleda.edu.co/handle/11232/1270?show=full
Hernández-Sampieri, R., Fernández-Collado, C. & Baptista-Lucio, P. (2014). Metodología de la Investigación ( 6.a ed.). https://www.uca.ac.cr/wp-content/uploads/2017/10/Investigacion.pdf
Huertas Soria, M. L. (2019). Propuesta de mejora de procesos utilizando herramientas de lean manufacturing en la línea de producción de yogurt de una empresa láctea de la ciudad de Arequipa [Tesis de licenciatura, Universidad Católica San Pablo]. Repositorio institucional de la Universidad Católica San Pablo. https://repositorio.ucsp.edu.pe/handle/UCSP/16034
Malpartida Gutiérrez, J. N., & Tarmeño Bernuy, L. E. (2020, octubre-diciembre). Implementación de las herramientas del Lean Manufacturing y sus resultados en diferentes empresas. Alpha Centauri, 1(2), 51–59. https://doi.org/10.47422/ac.v1i2.12
Martínez Sánchez, P., Martínez Flores, J., Nuño de la Parra, P., & Cavazos Arroyo, J. (2016). Mejora en el tiempo de atención al paciente en una unidad de urgencias gineco-obstétricas mediante la aplicación de Lean Manufacturing. Revista Lasallista de Investigación, 13(2), 46-56. https://www.redalyc.org/pdf/695/69549127006.pdf
Martínez Zafra, V. (2013). Problemas y soluciones en la implementación del Sistema LEAN en una empresa de un grupo de alimentación. [Tesis de Grado, Universidad Politécnica de Cartagena]. Repositorio Digital de la Universidad Politécnica deCartagena. http://hdl.handle.net/10317/3457
Meraz Rivera, L. A., Castiblanco Jiménez, I. A., Cruz González, J. P., & Mateo Díaz, N. F. (2021). Diseño de una herramienta guía basada en metodologías de mejora continua aplicable a pymes del sector lácteo en países de América Latina y el Caribe. Ingeniería y Desarrollo 39(1), 86-104. https://doi.org/10.14482/inde.39.1.658.4
Rahman, M. N. A., Khamis, N. K., Zain, R.M., Deros, B. N., & Mahmood, W. H. W. (2010). Implementation of 5S practices in the manufacturing companies: a case study. American Journal of Applied Sciences, 7(8), 1182-1189. https://doi.org/10.3844/ajassp.2010.1182.1189
Rangel-Magdaleno, J. (2018, julio-diciembre). The impact of innovation and finance on the competitiveness of manufacturing SMEs. Small Business International Review, 2(2), 38-53. https://doi.org/10.26784/sbir.v2i2.142
Reis, E. M., Lopes, M. A., Alves Demeu, F., Pascotti Bruhn, F. R., Ribeiro Lima, A. L., de Benedicto, G. C., & Ferreira Pelegrini, D. (2019). Applicability of management tools to the correction of weaknesses in family dairy farms in the Western Amazon. Semina. Ciencias Agrarias, 40(1), 339-352. https://doi.org/10.5433/1679-0359.2019v40n1p339
Silva, N., Perera, C., & Samarasinghe, D. (2011, octubre). Viability of lean manufacturing tools and techniques in the apparel industry in Sri Lanka. Applied Mechanics and Materials, 110(116), 4013-4022. https://doi.org/10.4028/www.scientific.net/AMM.110-116.4013
SIMAG INDUSTRIAL PERÚ S. A. C. (s. f.). Dosificadores de líquidos, granos y polvos. Recuperado el 12 de octubre del 2022, de http://www.simagindustrialperu.com/maquinas-dosificadores/dosificadores-de-liquidos-viscosos-polvos-granulados-granos-peru.html
Vargas Crisóstomo, E. L., & Camero Jiménez, J. W. (2021). Aplicación del Lean Manufacturing (5s y Kaizen) para el incremento de la productividad en el área de producción de adhesivos acuosos de una empresa manufacturera. Industrial Data, 24(2), 249-260. ISSN: 1560-9146. https://doi.org/10.15381/idata.v24i2.19485
Vargas-Hernández, J. G., Muratalla-Bautista, G., & Jiménez Castillo, M. T. (2018). Sistemas de producción competitivos mediante la implementación de la herramienta Lean Manufacturing. Ciencias administrativas, 11, 020. 81-95. https://doi.org/10.24215/23143738e020
Velasco Sánchez J. (2014). Organización de la producción. Distribuciones en planta y
mejora de los métodos y los tiempos. Madrid: Ediciones Pirámide. https://www.udocz.com/apuntes/33475/organizacion-de-la-produccion-velasco-sanchez-juan
Viteri Moya, J., Matute Déleg, E., Viteri Sánchez, C., & Rivera Vásquez, N. (2016). Implementation of lean manufacturing in a food enterprise. Enfoque UTE, 7(1), 1 - 12. https://doi.org/10.29019/enfoqueute.v7n1.83