Improving Production Plan Compliance
through the Application of SMED
and Standardized Work in a Soybean Oil
and Shortening Company
Gonzalo A. Montoya-Marín1 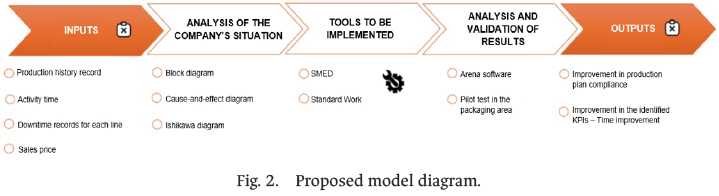 , Diego Mogollón-Sotomayor2 , Jorge A. Corzo-Chavez3 ,
, Diego Mogollón-Sotomayor2 , Jorge A. Corzo-Chavez3 ,
Gino Viacava-Campos4
1[email protected], 2[email protected], 3[email protected], 4[email protected]
1234Carrera de Ingeniería Industrial, Universidad de Lima, Perú
Received: August 15, 2025 / Accepted: September 13, 2025 / Published: 5 June, 2026
doi: https://doi.org/10.26439/ciii2025.8656
ABSTRACT—This study was conducted in a Peruvian company engaged in the production and commercialization of oils and shortenings. An initial assessment revealed that average production plan compliance was 81%, below the industry benchmark of 90–95%, adversely impacting operational efficiency and customer satisfaction. The objective was to evaluate whether the combined application of SMED (Single-Minute Exchange of Die) and Standardized Work could improve this metric. Field observations and document reviews informed the design of a pilot project involving targeted workflow modifications. Both the baseline and optimized scenarios were modeled using Arena simulation software and executed with 18 replications each. The optimized model achieved 88.4% compliance, reduced bottle transport time from 21.7 to 16.4 min (-24.4%), and shortened format change duration from 60.1 to 48.7 min (-19%). Shift production increased from 4,086 to 4,596 bottles (+12.5%). These improvements were driven by task reorganization, the use of a pallet jack, tool centralization, and a pre-operational checklist. The findings provide empirical evidence that integrating SMED with Standardized Work can deliver significant operational improvements in mass-consumption production environments, while reinforcing the applicability of Lean principles within the Peruvian industrial context. It is recommended to scale these interventions and conduct medium-term evaluations to ensure sustained impact.
Index Terms—Lean Manufacturing, operational efficiency, plan production compliance, SMED, Standardized Work.
- Introduction
This article is organized as follows. Section I reviews related work; Section II describes the methodology and simulation model; Section III presents the results; Section IV discusses the implications; and Section V concludes the paper. Despite numerous case studies on SMED and Standardized Work, a clear knowledge gap remains regarding their integrated effect on production plan compliance in edible-oil bottling lines within Latin American small and medium-sized enterprises (SMEs).
Accordingly, the research question guiding this study is as follows: To what extent does integrating SMED and Standardized Work improve production plan compliance and throughput in a Peruvian edible-oil bottling line?
The company selected for this research operates in the edible oils and fats sector. It began operations in January 1960 and, with over 64 years of presence in the Peruvian market, is primarily dedicated to the production and commercialization of soybean oil and shortening. Its main clients include prestigious restaurant chains recognized for their quality and service.
The company defines its mission as a commitment to producing and distributing high-quality products, supported by a team of professionals focused on meeting the needs of customers and consumers. In parallel, the company pursues a continuous improvement strategy by integrating new technologies and adhering to high-quality standards to maintain competitive and profitable production units, a common objective in the packaging sector aimed at enhancing operational performance [1]. In doing so, it actively contributes to the country’s ongoing development, alongside other local manufacturing companies in Lima that have adopted improvement methodologies to reduce waste and enhance efficiency [2].
The company’s vision is to become a nationally and internationally competitive player in the sector by diversifying and improving its product portfolio.
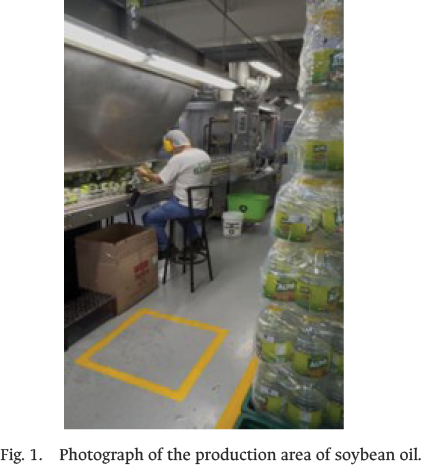
Currently, the company reports an average production plan compliance rate of 81%, which is considered low, and highlights an opportunity to boost productivity through the implementation of Lean Manufacturing methods [3]. This condition reflects a technical gap between the company and its industry peers. The shortfall impacts several stages of the production process, particularly preparation times, which could be optimized through corrective actions—an area where tools such as SMED have proven indispensable, especially for SMEs [4]. Accordingly, this study focuses on the oil packaging process across multiple formats. The scope includes both the material storage area (e.g., plastic bottles and jerrycans) and the production zone, where oil filling and packaging operations are performed. The analysis identified frequent stoppages of the filling machines on packaging Lines No. 1 and No. 2 as the primary cause of low production plan compliance. Fig. 1 illustrates a portion of the production area.
Faced with similar challenges, many production companies have adopted Lean Manufacturing tools to improve the efficiency of their assembly lines and better meet customer requirements [5].
SMED is one of the most effective Lean tools for reducing changeover time in bottling and packaging processes [6] and in improving overall productivity [7]. A study on European food manufacturers reported a 34% reduction in format changeover times following the application of SMED techniques [8]. Reinforcing this evidence, another study conducted in a major European food manufacturer focused on eliminating production losses specifically during changeover operations, demonstrating the targeted effectiveness of SMED [9]. These improvements were achieved by converting internal activities into external ones and by standardizing task sequences, in line with contemporary operations management approaches aimed at revitalizing and optimizing setup reduction activities [10].
Furthermore, one investigation reported a reduction in average control time from 16.2 to 13.9 s through the application of digital Standardized Work tools in a packaging line [11]. Standardized Work has also proven effective across diverse industries. Clear definition of standard procedures and adequate operator training are essential to avoid confusion and ensure consistent execution [12]. In the construction sector, the application of Standardized Work has been used to modularize processes and has resulted in significant improvements in coordination and output quality [13]. Establishing a Standard Work routine is a fundamental Lean practice for achieving consistent results in production environments [14].
This broad application highlights the versatility of SMED and Standardized Work in environments where frequent changeovers and equipment flexibility are essential for maintaining productivity and reducing downtime, while effective worker training and process consistency are critical to improving operational outcomes.
This analysis confirms that SMED is applied in high-volume production environments, where changeover time has a significant impact on productivity [15]. In contrast, Standardized Work is more prevalent in labor-intensive settings where task consistency and training are critical.
Although, several studies have demonstrated the benefits of SMED and Standardized Work in European and Asian industries, a knowledge gap remains regarding their combined application in small and medium-sized food companies in Latin America. This research addresses that gap by evaluating whether the integration of both tools can improve production plan compliance in a Peruvian soybean oil and shortening company.
- Methodology
The methodological design directly addresses the identified knowledge gap by combining a structured SMED intervention—focused on externalizing internal setup tasks and formalizing a pre-changeover checklist—with role-based Standardized Work that defines staffing levels, task sequences, and takt-aligned cycle times.
The joint effect was assessed through a two-scenario simulation (AS-IS vs. improved) using matched input distributions, 18 replications per scenario, and 95% confidence intervals, thereby isolating the incremental contribution of the integrated approach to production plan compliance and output.
The methodology focused on the proposal and design of improvements using Lean Manufacturing tools, particularly SMED and Standardized Work, without initially proceeding to full implementation. These tools were selected to address the key inefficiencies identified in the bottling line process and to target unplanned downtime and operational variability.
In the case of SMED, the proposal focused on reducing the long changeover times between 500 mL and 1 L product formats. The actions included separating internal and external setup tasks, preparing a checklist to ensure the availability of tools and materials before initiating the changeover, and designating a specific operator responsible for tool and accessory preparation. Additionally, tasks that could be executed while the machine remained operational were identified to optimize setup time.
The proposed model diagram in Fig. 2 represents the flow of the improvement project, from data collection to the results obtained. In the Inputs stage, historical and current production records, activity times, downtime per line, and selling prices are collected. Subsequently, the company’s situation is analyzed using tools such as the block diagram, cause-and-effect diagram, and Ishikawa diagram. Based on this diagnosis, Lean tools like SMED and Standardized Work are implemented.
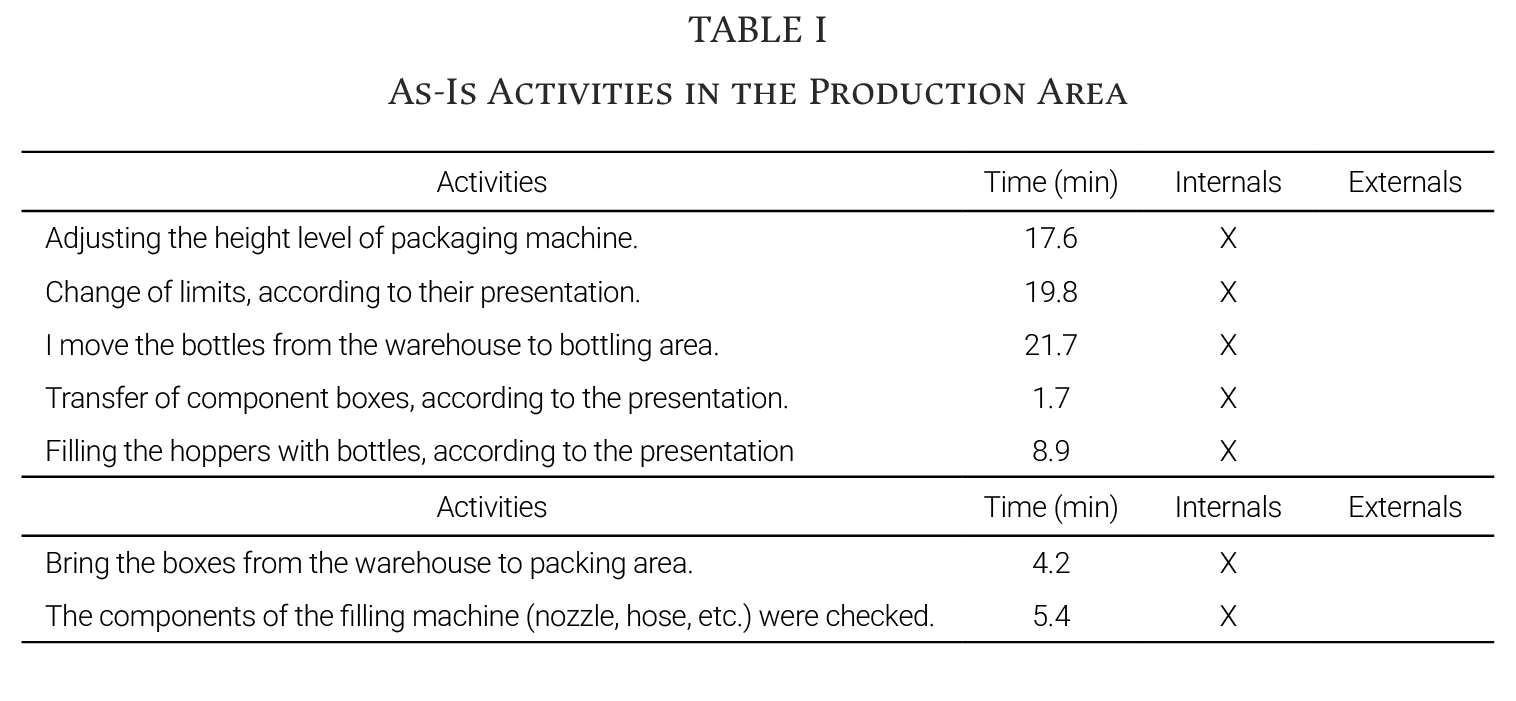
Thereafter, the impact of these improvements is validated through simulations conducted in Arena software and a pilot test in the packaging area. Finally, as Outputs, improvements are observed in production plan compliance and in the identified KPIs, particularly with respect to time reduction. Table I lists all the internal activities that are in the AS-IS Scenario.
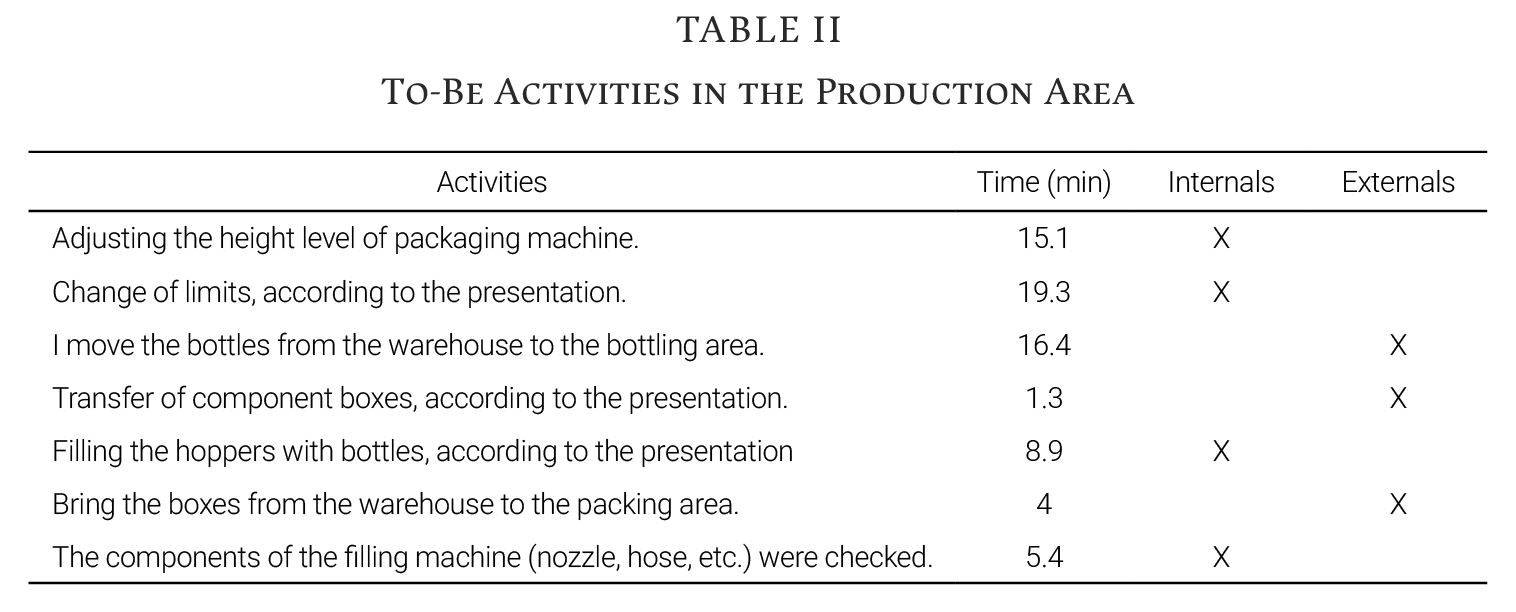
On the other hand, Table II lists all the activities that were modified for the TO-BE Scenario in the production area.
For the Standardized Work proposal, the focus was on addressing the lack of consistency in operator activities, especially during bottle feeding and replenishment tasks. A structured operating routine was proposed to enhance the timing and coordination between operators. Specific roles were assigned to ensure that one operator focused on feeding the hopper while the other handled bottle preparation. The proposal also recommended the implementation of a defined replenishment routine and documented procedures to support operator training.
In addition to these primary improvement tools, complementary initiatives were proposed to address minor yet impactful operational issues. For instance, the use of a visual indicator to monitor ink levels in the coding machine was suggested to prevent unexpected downtimes. Likewise, new instructions were created to ensure timely ink replacement, especially during operator breaks or periods of low activity.
All improvement proposals were developed based on time studies, direct field observations, and collaborative discussions with supervisors and operators. These proposals were subsequently evaluated through simulation and pilot validation, as detailed in subsequent sections of the paper. Fig. 3 can show the distribution obtained using the tool Input Analyzer.
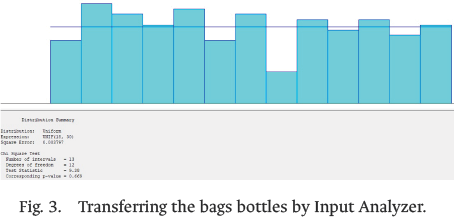
Fig. 3 shows the resulting distribution, which follows a normal distribution selected based on a corresponding p value greater than 0.05. This result enabled the subsequent analysis:
- H0 = Bag transfer times will follow a normal distribution.
- H1 = Bag transfer times will not follow a normal distribution
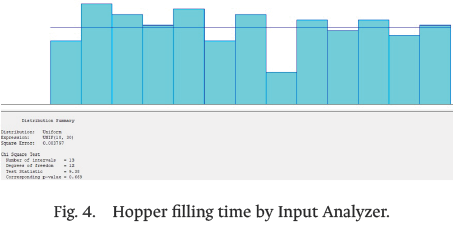
Fig. 4 presents another of the obtained distributions, which follows a uniform distribution selected based on a corresponding p value greater than 0.05. This result enabled the subsequent analysis:
- H0 = The bag hopper fill times will follow a uniform distribution.
- H1 = The bag hopper fill times will not follow a uniform distribution.
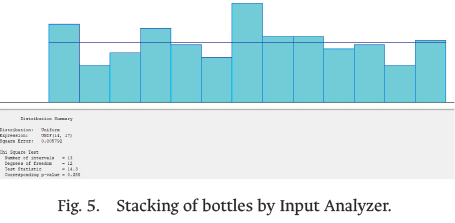
Fig. 5 presents another example of the obtained distributions, which follows a uniform distribution selected based on a corresponding p value greater than 0.05. This result enabled the subsequent analysis:
- H0 = The bag hopper fill times will follow a uniform distribution.
- H1 = The bag hopper fill times will not follow a uniform distribution.
These figures contain examples of the distributions obtained from time measurements across the different processes within the company.
- Results
Implemented changes emphasized converting internal setup activities to external ones (e.g., tool pre-staging, line-side placement of format parts, and pre-changeover checks), consolidating tools and materials near the changeover point, and formalizing operator routines (including start-of-shift checks, bottleneck-focused assignments, and handoff standards).
Operationally, these changes reduced format changeover duration and inter-station travel time, stabilized cycle times at the filler and labeler, and increased effective machine availability during the first shift, translating into higher daily boxes produced and improved plan compliance.
In addition to the quantitative outcomes, it is important to highlight the practical modifications introduced during the pilot test. A checklist was created to ensure that ink refilling for the coding machine was prepared in advance, reducing the likelihood of unexpected stoppages. To optimize bottle transport from the storage area to the hopper, operators were provided with a pallet jack, enabling the movement of five to six bags at once instead of carrying them individually. The changeover process was supported by organizing all tools and stoppers in a dedicated toolbox, minimizing delays caused by missing equipment. Furthermore, operators received targeted training to reinforce task assignments and prevent overlaps, ensuring that one opera-
tor consistently fed the hopper while the other focused on bottle preparation. These concrete changes in work organization directly enabled the time savings and productivity gains reported below.
The validation and results phase aimed to assess the technical feasibility and functional impact of the proposed improvements prior to full-scale implementation. This phase comprised two main stages: a pilot test under real operating conditions and a computer simulation to model system-wide improvements.
First, the pilot test was conducted during a weekend shift to avoid interference with regular production operations. The proposed SMED and Standardized Work adjustments were applied on-site, with active participation from supervisors and trained operators. The production team ensured that tools, materials, and checklists were prepared in advance, and the focus was placed on evaluating whether the proposed changes could deliver immediate efficiency improvements.
In the SMED case, the changeover time between product formats was reduced from approximately 60 min to 48 min, representing a 20% improvement. For Standardized Work, improved operator coordination reduced delays typically caused by overlapping or inconsistent tasks. In addition, the use of a visual indicator to monitor ink levels in the coding machine proved effective in preventing unexpected stoppages. Clear instructions for replenishing ink during low-demand periods were successfully adopted by the team.
Following the pilot test, the collected data were used to configure a simulation model in Arena software. The model represented the current system configuration, including all identified inefficiencies, as well as a future state scenario incorporating the validated improvements. The simulation projected an increase in production plan compliance from 81% to approximately 88.4%, narrowing the gap toward the industry benchmark. The results also indicated a reduction in idle time and a smoother material flow, confirming that the proposed changes would yield system-wide improvements. Fig. 6 illustrates the first part of the simulation model developed in Arena.
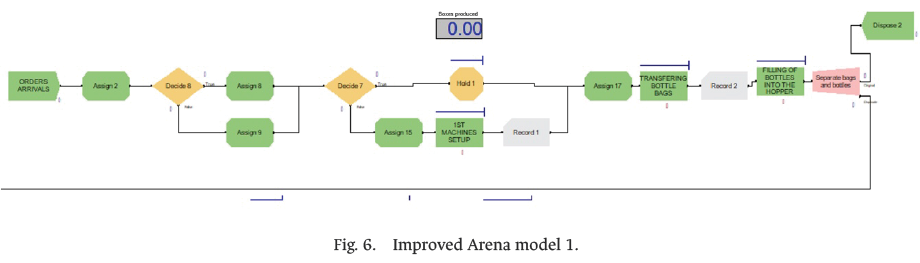
This first part of the Arena model differs from the original version in the setup machines process, which is now executed only at the beginning of the first shift. If a change in product presentation is required during the day, it is carried out as an external activity, which is simulated in the final part of the Arena model. Likewise, the time for the transfer of bottle bags process was modified, as the use of a pallet jack reduced transfer time, enabling the task to be completed more efficiently. Fig. 7 illustrates the final part of the model developed in Arena.
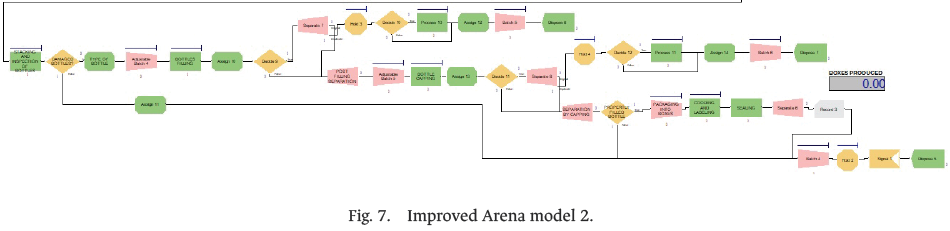
This final part of the Arena model also differs from the original version. After the bottle filling process, once the current batch is completed and a new product presentation is initiated, the filling machine setup begins, specifically with the step-by-step replacement of the stoppers.
Similarly, after each oil bottle is capped, the capping machine setup begins, including height adjustment while the last bottles are being boxed and stacked.
As a result, the setup activities of the machines are converted from internal to external activities, allowing them to be performed while the machine and production line remain in operation. These changes can modify the number of boxes produced as shown in Fig. 8.
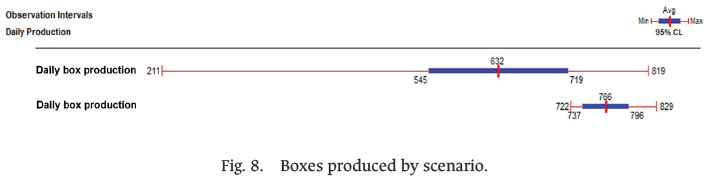
Additionally, a statistical comparison was carried out using Output Analyzer to evaluate the daily box production averages between the baseline and improved simulation models. The baseline model exhibited an average output of 681 boxes/day, with a 95% confidence interval of [646, 715], whereas the improved model increased this value to 766 boxes/day, with a corresponding interval of [737, 796]. As the confidence intervals do not overlap, the improvement is considered statistically significant. These results confirms that the proposed tools initiatives not only improved the production plan but also enhanced process consistency.
When confidence intervals overlap, a comparison of means is performed to assess the magnitude of the difference between them, as shown in Fig. 9.
A paired t-test was performed to confirm the statistical significance of the difference in daily production between the original and improved simulation models. The analysis yielded an average difference of -106 boxes per day, with a 95% confidence interval of [-182, -31]. As zero does not fall within this interval, the improvement is considered statistically significant, further validating the effectiveness of the proposed Lean initiatives.
The results confirmed that both the pilot test and the simulation supported the effectiveness of implementing SMED and Standardized Work. Quantitative outcomes, such as reduced changeover time and increased line availability, were complemented by qualitative improvements, including greater clarity in operator tasks and improved organization of work routines. All the results achieved by the simulation model are shown in Table III.
The Arena simulation provided a macro-level view of the improvements, demonstrating not only increased throughput but also reduced system congestion and downtime. The model validated the anticipated benefits and reinforced the value of the pilot observations by replicating them within a simulated environment.
- Discussion
The findings demonstrate a strong synergy between practical implementation and simulation-based validation. The pilot test confirmed the immediate, real-world impact of the interventions, with a 20% reduction in changeover time representing a key tactical improvement. This empirical result provided a solid foundation for the Arena simulation, which subsequently scaled these micro-level gains to project a significant, system-wide increase in production plan compliance to 88.4%. The statistical analysis further reinforces these conclusions; the non-overlapping 95% confidence intervals for daily production, together with the paired t-test results, provide robust evidence that the observed increase in throughput is a direct and reliable outcome of the implemented Lean initiatives.
When placed in the context of existing literature, these results align with the expected benefits of SMED and Standardized Work. For example, a prior study reported a 34% reduction in changeover time in European food manufacturing using SMED, whereas this study achieved a 20% reduction [8]. Although this improvement is more modest, it remains substantial, particularly given the minimal resource investment required for implementation. These findings indicate that even scaled-down Lean initiatives can yield meaningful performance gains. Similarly, the observed improvements in operational rhythm and task coordination are consistent with other studies reporting reduced cycle times following the application of standardized routines in packaging lines.
Ultimately, this alignment with academic evidence reinforces the validity of applying these Lean tools within small- to medium-sized food production environments. Although the magnitude of improvement may vary depending on scale and available resources, the direction of the impact remains consistently positive. The study bridges the gap between a specific operational problem and a validated, generalizable solution, demonstrating that SMED and Standardized Work are not merely theoretical constructs but practical tools for achieving measurable performance gains.
Beyond the immediate improvements, sustainability of the interventions must be ensured. A plan of continuous monitoring was proposed, including internal audits, weekly KPI reviews, and visual reports for supervisors. Operator training and the consistent use of standardized checklists were emphasized as mechanisms to foster discipline and reduce resistance to change. This not only supports the durability of the improvements but also strengthens organizational culture by embedding Lean practices into daily routines. These measures are expected to maintain production plan compliance over time and foster a continuous improvement mindset across the workforce.
A. Sustainability and Long-Term Maintainability Plan
We propose a quarterly sustainment cadence with layered process audits (LPA) emphasizing adherence to Standardized Work, changeover preparation, and safety and quality checks. A tiered metric dashboard will track: (a) production plan compliance (daily%), (b) setup/changeover time (min per event), (c) unplanned downtime (min per shift), (d) first-pass yield (%), and (e) output per shift (boxes).
Ownership is assigned at three levels: operators (daily checklists and andon triggers), supervisors (weekly gemba reviews and skills-matrix upkeep), and the continuous improvement/industrial engineering team (monthly variance analysis, corrective actions, and refresher training).
Capability building follows a training-within-industry (TWI) approach—job breakdown sheets for critical tasks, micro-learning modules delivered on shift, and quarterly recertification on SMED roles and Standardized Work. Culture reinforcement includes visual controls at the line, public KPI boards, and recognition for teams sustaining compliance above target for three consecutive months.
- Conclusions
The study contributes to the literature by providing causal evidence—via matched replications and a paired design—on the integrated effect of SMED and Standardized Work on plan compliance in the edible-oil sector within Latin America.
For practitioners, the following improvement sequence is recommended: (1) externalize setup tasks using a pre-changeover checklist; (2) co-locate tools and format parts at the point of use; (3) define role-based Standardized Work with clear staffing levels; and (4) establish a sustainment system incorporating LPAs, KPI visua-
lization, and skills-matrix-driven training.
Future research may examine the generalizability of these findings across different product types and viscosity ranges, investigate interactions with Total Productive Maintenance and quick-response maintenance, and compare discrete-event simulation with digital twin approaches to better capture dynamic scheduling and multi-line coordination.
The simultaneous implementation of SMED and Standardized Work proved effective in significantly improving production plan compliance at the company. The compliance rate increased from 81% to 88.4%, bringing performance closer to industry benchmarks. These results indicate that the Lean tools not only addressed operational inefficiencies but also enhanced the reliability and consistency of the production process.
In addition, the proposed improvements produced measurable gains in key performance indicators. Format changeover (setup) time was reduced by 19%, decreasing from 60.1 to 48.7 min, while bottle transport time declined by 24.4%, from 21.7 to 16.4 min. Moreover, production per shift increased by 12.5%, reaching 4,596 bottles. These results confirm the effectiveness of SMED and Standardized Work in enhancing operational efficiency and boosting productivity in mass-consumption manufacturing environments.
The simultaneous implementation of SMED and Standardized Work proved effective in significantly improving production plan compliance at the company. The compliance rate increased from 81% to 88.4%, bringing performance closer to industry benchmarks. These results indicate that the Lean tools not only addressed operational inefficiencies but also enhanced the reliability and consistency of the production process.
In addition, the proposed improvements had a tangible impact on key performance indicators. Format changeover (setup) time was reduced by 19%, decreasing from 60.1 to 48.7 min, while bottle transport time declined by 24.4%, from 21.7 to 16.4 min. Furthermore, the production per shift increased by 12.5%, reaching 4,596 bottles. These results confirm the effectiveness of SMED and Standardized Work in optimizing operational efficiency and boosting productivity in mass-consumption manufacturing environments.
References
[1] M. A. Habib, R. Rizvan, and S. Ahmed, “Implementing Lean Manufacturing for improvement of operational performance in a labeling and packaging plant: A case study in Bangladesh,” Results Eng., vol. 17, Art. no. 100818, Mar. 2023, doi: https://doi.org/10.1016/j.rineng.2022.100818
[2] J. E. Ortiz Porras, A. M. Bancovich Erquínigo, T. C. Candia Chávez, L. M. Huayanay Palma, R. K. Moore Torres, and O. R. Tinoco Gomez, “Green Lean Six Sigma model for waste reduction of raw material in a nectar manufacturing company of Lima, Peru,” J. Ind. Eng. Manag., vol. 16, no. 2, pp. 169-185, Feb. 2023, doi: https://doi.org/10.3926/jiem.4916
[3] S. S. Rathi, M. K. Sahu, and S. Kumar, “Implementation of Lean Manufacturing methods to improve rolling mill productivity,” Int. J. Adv. Technol. Eng. Explor., vol. 11, no. 111, pp. 243-256, Feb. 2024, doi: https://doi.org/10.19101/ijatee.2023.10102004
[4] J. Nikolić, M. Dašić, and M. Đapan, “SMED as an indispensable part of Lean Manufacturing in the small and medium enterprises,” Int. J. Qual. Res., vol. 17, no. 1, pp. 255–270, Aug. 2023, doi: https://doi.org/10.24874/ijqr17.01-16
[5] A. Mortada and A. Soulhi, “Improvement of assembly line efficiency by using Lean Manufacturing tools and line balancing techniques,” Adv. Sci. Technol. Res. J., vol. 17, no. 4, pp. 89–109, Aug. 2023, doi: https://doi.org/10.12913/22998624/169257
[6] M. Braglia, F. Di Paco, and L. Marrazzini, “A new Lean tool for efficiency evaluation in SMED projects,” Int. J. Adv. Manuf. Technol., vol. 127, pp. 431–446, May 2023, doi: https://doi.org/10.1007/s00170-023-11508-9
[7] R. Şahin and A. Koloğlu, “A case study on reducing setup time using SMED on a turning line,” Gazi Univ. J. Sci., vol. 35, no. 1, pp. 60–71, Mar. 2022, doi: https://doi.org/10.35378/gujs.735969
[8] M. Maalouf and M. Zaduminska, “A case study of VSM and SMED in the food processing industry,” Manag. Prod. Eng. Rev., vol. 10, no. 2, pp. 60–68, Jun. 2019. [Online]. Available: https://vbn.aau.dk/en/publications/a-case-study-of-vsm-and-smed-in-the-food-processing-industry/
[9] M. Stapelbroek, O. A. Kilic, Y. Yang, and D. P. Van Donk, “Eliminating production losses in changeover operations: A case study on a major European food manufacturer,” Prod. Plann. Control, vol. 35, no. 8, pp. 794–807, Oct. 2022, doi: https://doi.org/10.1080/09537287.2022.2136041
[10] D. A. de J. Pacheco and G. Di Giorgio Heidrich, “Revitalising the setup reduction activities in Operations Management,” Prod. Plann. Control, vol. 34, no. 9, pp. 791–811, Aug. 2021, doi: https://doi.org/10.1080/09537287.2021.1964881
[11] D. Medyński et al., “Digital standardization of Lean Manufacturing tools according to Industry 4.0 concept,” Appl. Sci., vol. 13, no. 10, 6259, May 2023, doi: https://doi.org/10.3390/app13106259
[12] S. Bragança and E. Costa, “An application of the Lean Production tool Standard Work,” J. Teknol., vol. 76, no. 1, pp. 47-53, Sep. 2015, doi: https://doi.org/10.11113/jt.v76.3659
[13] W. Fazinga, F. Saffaro, E. L. Isatto, and E. Lantelme, “Implementación del trabajo estandarizado en la industria de la construcción [Implementation of Standard Work in the construction industry],” Rev. Ing. Constr., vol. 34, no. 3, pp. 288–298, Dec. 2019, doi: https://doi.org/10.4067/S0718-50732019000300288
[14] D. M. C. dos Santos, B. K. dos Santos, and C. dos Santos, “Implementation of a Standard Work routine using Lean Manufacturing tools: A case study,” Gestão Prod., vol. 28, no. 1, e4823, Feb. 2021, doi: https://doi.org/10.1590/0104-530x4823-20
[15] L. Jurík, N. Horňáková, and V. Domčeková, “The application of SMED method in the industrial enterprise,” Acta Logist., vol. 7, no. 4, pp. 269–281, Dec. 2020, doi: https://doi.org/10.22306/al.v7i4.189