Improvement Proposal to Increase On-Time
Delivery in a Textile SME through
the Implementation of Poka-Yoke, SMED,
and Standard Work
Paul M. Yauri-Artica1 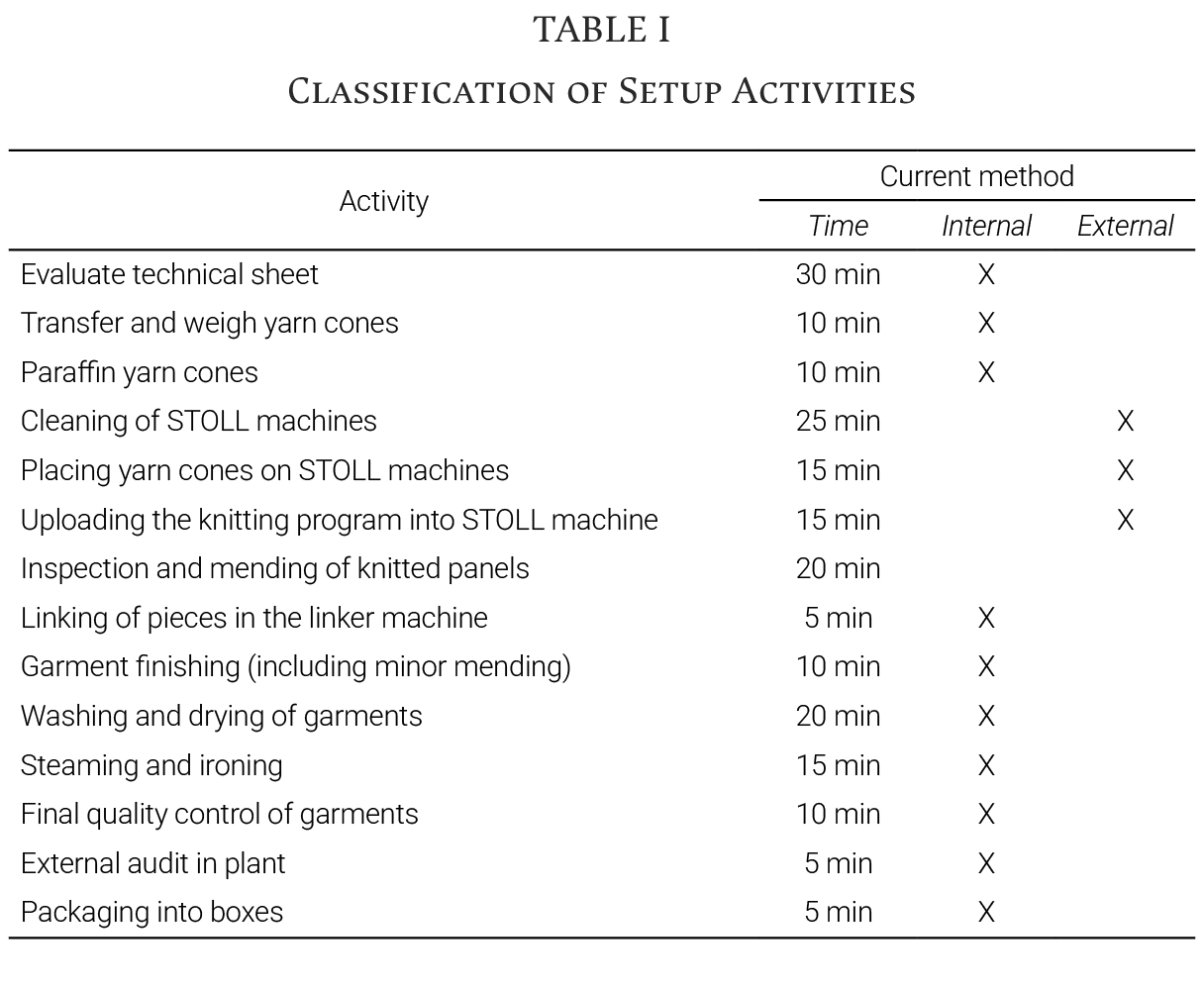 , Nicol C. Melgar-Barrios2 , Gino Viacava-Campos3 , Jorge A. Corzo-Chavez4
, Nicol C. Melgar-Barrios2 , Gino Viacava-Campos3 , Jorge A. Corzo-Chavez4
1[email protected], 2[email protected], 3[email protected], 4[email protected]
1234Carrera de Ingeniería Industrial, Universidad de Lima, Perú
Received: July 27, 2025 / Accepted: September 30, 2025 / Published: 5 June, 2026
doi: https://doi.org/10.26439/ciii2025.8649
Abstract—This study presents a process improvement project in a Peruvian textile small and medium-sized enterprise (SME) specialized in knitted garments. The company operates with an On-Time Delivery (OTD) rate of 53.05%, which is significantly below the industry benchmark of 77%. This low performance is exacerbated by excessive setup times and high defect rates, which negatively affect production efficiency and process reliability. To address these challenges, a tailored Lean model was developed by integrating Single-Minute Exchange of Die (SMED), Poka-Yoke, and Standard Work, adapted to the company’s semi-manual operations. The main contribution of this study is to demonstrate that the combined and contextualized application of these tools can effectively reduce performance gaps in resource-constrained manufacturing environments. After simulation and pilot testing, the model achieved a 24.95-point increase in OTD, reaching 78%, along with reductions in setup time and operational variability.
Index Terms—Lean Manufacturing, On-Time Delivery, Poka-Yoke, SMED, SME textile, Standard Work.
- Introduction
In today’s highly competitive and time-sensitive textile industry, small manufacturers must optimize their internal processes to meet increasing customer expectations and market demands [1]. This paper presents a data-driven process improvement project conducted in a Peruvian SME specializing in knitted garment production. The study addresses key inefficiencies that impact On-Time Delivery (OTD), including excessive setup times, operator-dependent variability, and lack of standardized work procedures. By integrating Single-Minute Exchange of Die (SMED), Poka-Yoke, and Standard Work methodologies, the project achieved significant improvements in productivity, quality, and delivery performance, thereby strengthening the company’s operational reliability [1].
According to data from PROMPERÚ and the Sociedad Nacional de Industrias (SNI), the Peruvian textile sector accounts for more than 10% of the national manufacturing GDP and employs over 400,000 people across the value chain. However, small and medium-sized enterprises (SMEs), which account for over 85% of textile producers, face systemic challenges in productivity and delivery performance. Studies indicate that the average OTD rate in the Peruvian textile sector is approximately 77%, while lot changeover times in semi-manual operations frequently exceed 40-45 min [1]. Additionally, defect rates in similar SMEs typically range from 4 to 7%, depending on operator skill and lack of standardization. These figures highlight the gap between current practices and the competitive benchmarks required for sustained export growth.
Currently, the company faces several operational inefficiencies, including extended lot changeover times averaging 50 min, recurring human errors resulting in a 5% defect rate, and an OTD level of 53.05%, which is well below the industry benchmark of 77% [1]. While a number of studies has shown the effectiveness of Lean Manufacturing tools—such as SMED, Poka-Yoke, and Standard Work—in improving production metrics in the textile sector [2], [3], most reported applications are either isolated, generic, or designed for large-scale automated environments [4]. In that sense, their direct application to the context of small, semi-manual operations such as those of the studied SME, remains limited or suboptimal.
Based on these limitations, this study proposes a tailored and integrated improvement model that combines SMED, Poka-Yoke, and Standard Work, specifically adapted to the company’s operational reality. The objective is not only to reduce setup times and prevent process errors but also to establish a standardized work system that can be sustained over time and scaled across similar settings. The research contribution is to demonstrate the effectiveness of low-cost, high-impact interventions in environments with limited automation [5].
The remainder of this paper is structured as follows: Section II describes the methodology applied, including the design of the intervention and data collection procedures. Section III presents the results obtained from simulation and pilot testing. Section IV discusses the implications of the findings and compares them with previous research.
- Methodology
A. Research Design and Methodology
This study adopts an applied, quantitative research design, aimed at addressing real inefficiencies in a Peruvian SME through the implementation of Lean Manufacturing tools. Operational data, including setup times, defect rates, and process variability, were collected and analyzed to explain how the integrated application of SMED, Poka-Yoke, and Standard Work improves OTD. The research has a correlational scope, as it examines the relationships between each Lean tool and the selected key performance indicators (KPIs), following methodologies previously validated in similar industrial contexts [6].
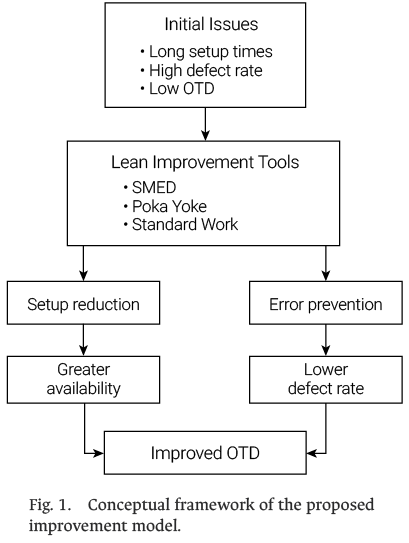
A conceptual framework, as shown in Fig. 1, was developed to demonstrate how each component addresses a specific operational weakness. SMED reduces changeover times [6], Poka-Yoke mitigates human errors using low-cost visual aids [7], and Standard Work ensures process consistency across operators. Together, these elements form a coherent improvement model tailored to the semi-manual textile environment, directly contributing to a higher OTD performance rate and overall operational efficiency.
B. Experimental Procedure and Materials
The experimental phase of the study was conducted in the production area of a textile manufacturing company, focusing on operations involving industrial knitting machines, particularly during lot changeover procedures and the assembly of knitted fabric panels. These stages were selected due to their high frequency, direct impact on overall production efficiency, and their influence on the OTD performance. This process segment was suitable for experimentation given the observed variability in operator performance, recurrent setup delays, and the prevalence of human errors in raw material handling.
To implement the proposed improvements and collect the required data, the following materials and tools were used:
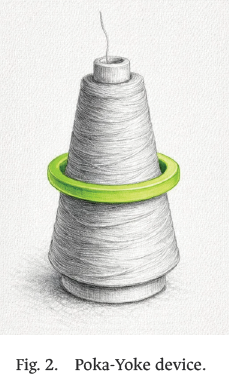
- Poka-Yoke device: A low-cost error-proofing solution consisting of a phosphorescent visual ring installed at the yarn input area to facilitate the correct identification and placement of thread cones. This visual aid was designed to prevent common errors associated with color confusion or wrong selection of materials during the preparation stage.
- Manual tracking instruments: Time logs and defect control sheets were used to collect operational data for each batch. These tools enabled the measurement of setup durations, the number and types of defects encountered, and any deviations from standard procedures throughout the production cycle.
- Arena simulation software: Used to develop a digital model of both the current and improved production processes. The simulation environment enabled controlled experimentation with process variables, such as setup times, operator sequences, and queue behavior. It also allowed for the analysis of expected improvements under repeatable conditions through multiple replications.
- Standardized work documentation: As part of the intervention, visual instructions and standard operating procedures (SOPs) were established to formalize the optimized process. These documents outlined the correct sequence of tasks, time allocations, and quality control points, supporting operator consistency and reducing process variability.
- The use of these experimental resources ensured a robust and repeatable framework for validating the effectiveness of the proposed improvement tools, both within the simulation environment and under real-world operational conditions.
C. General Procedure
1) SMED: The SMED methodology was applied as part of a broader strategy to reduce machine downtime by improving equipment availability. Setup activities were reorganized to complete preparatory tasks like cone positioning and program checks in advance, while cleaning routines were streamlined. In addition, a Poka-Yoke device enabled operators to detect potential issues prior to setup, thereby preventing unplanned stoppages.
Table I presents the classification of current setup and production activities performed on STOLL machines, distinguishing between internal and external tasks according to the SMED methodology. A total of fourteen activities were identified, most of which are executed while the machine is stopped (internal). This baseline classification served as the foundation for identifying improvement opportunities, especially by proposing the externalization of tasks such as cleaning, cone placement, and preliminary inspections, to minimize changeover time and increase equipment availability.
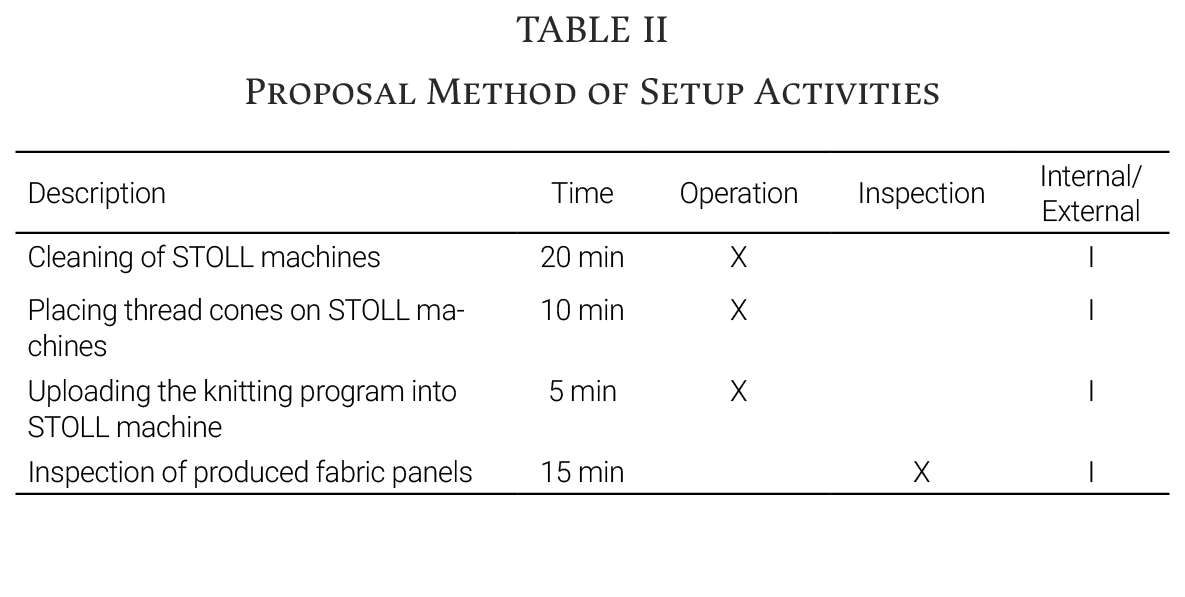
By applying the SMED methodology, setup activities were reorganized and partially externalized. Cleaning and cone handling were streamlined, the program upload sequence was standardized, and fabric inspection was incorporated into external preparation. As shown in Table II, these changes reduced the proportion of internal activities while maintaining critical operations under direct machine downtime control.
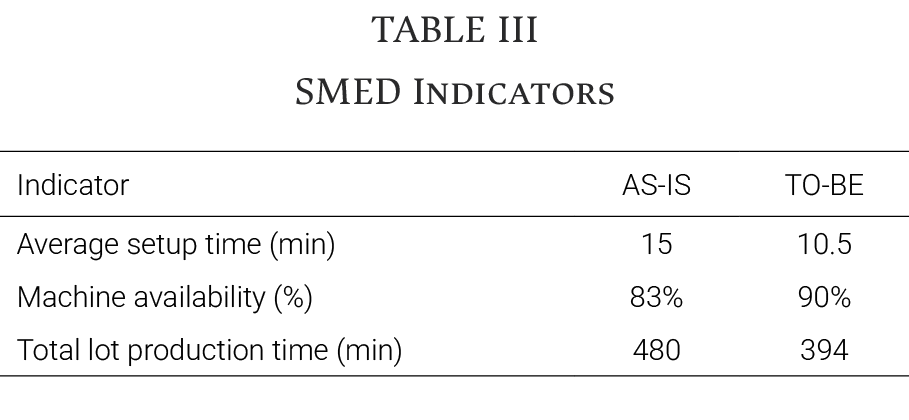
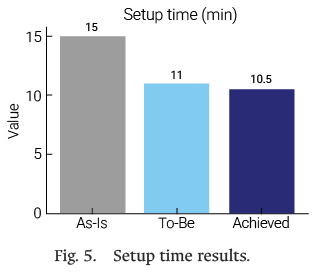
The implementation of these improvements resulted in a significant reduction in setup time and an improvement in equipment efficiency. As shown in Table III, the average setup time decreased from 15 to 10.5 min, machine availability increased from 83 to 90%, and the total production time per lot was reduced from 480 to 394 min.
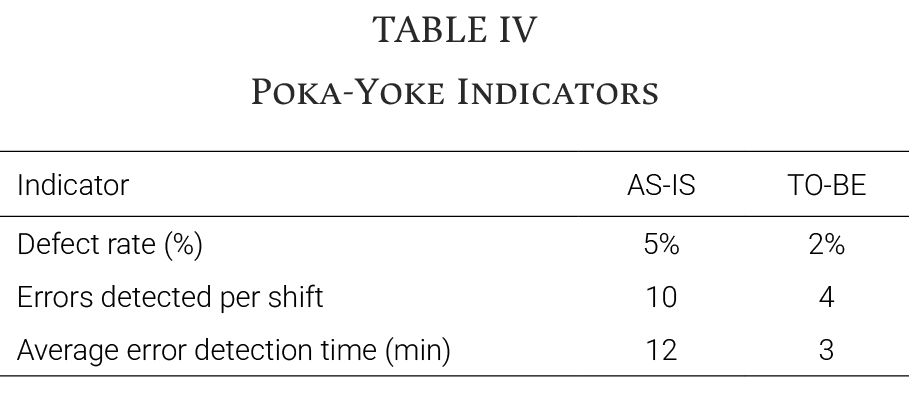
2) Poka-Yoke: To address a critical source of avoidable downtime, a Poka-Yoke solution was developed as part of a broader component aimed at improving process reliability through early error detection. As illustrated in Fig. 2, a fluorescent ring was installed on the thread cones to serve as a visual control, enabling operators to verify correct installation before initiating the knitting process. This low-cost device functions as a preventive checkpoint, allowing corrective action before the absence or misplacement of thread results in machine stoppages or defective output. As a result, the solution reduced the frequency of reactive stops and ensured that any necessary interventions occurred during planned setup time, contributing directly to overall time reduction, as shown in Table IV.
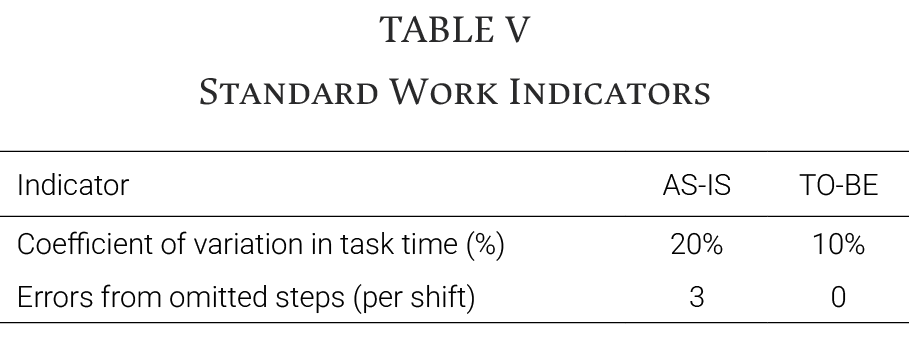
3) Standard Work: Standard Work was implemented as a targeted response to the high variability observed in operator-dependent tasks. Rather than being introduced in isolation, this tool was part of a broader component aimed at stabilizing process execution and ensuring repeatability. A standardized procedure was designed, outlining clear task sequences, time benchmarks, and visual checkpoints to guide operator actions. This structure enabled preventive control over deviations before they resulted in defects or delays. Through focused training and a structured pilot, operational consistency was achieved across shifts, reducing the coefficient of variation in task execution and eliminating procedural errors, as detailed in Table V.
D. Validation
To evaluate the effectiveness of the proposed improvement model, a simulation was carried out in Arena using 23 independent replications, ensuring statistical reliability across different operational scenarios. The number of replications was determined using a 95% confidence level (1.96), with a preliminary standard deviation of 1.2 min and a margin of error of ±0.5 min, as shown in (1).
 (1)
(1)
Key performance metrics such as average values and standard deviations were analyzed to assess changes in process times and defect rates before and after implementation.
Additionally, 95% confidence intervals were calculated for indicators including setup time, defect rate, total production time, and queue waiting time. These results enabled a robust comparison between AS-IS and TO-BE scenarios, confirming measurable improvements in process stability and operational efficiency.
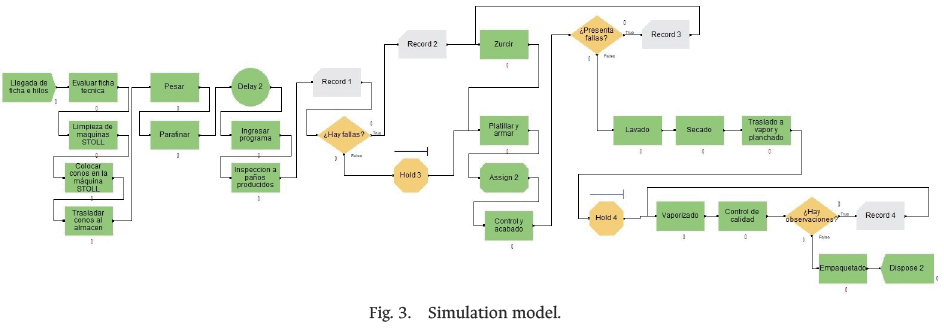
Fig. 3 presents the Arena simulation model developed to replicate the improved process flow, highlighting the integrated SMED, Poka-Yoke, and Standard Work, as well as the quantitative results obtained through this validation framework.
E. Population, Sample, and Research Variables
- Population: The cotton fabric manufacturing process in the company, specifically the STOLL machine area.
- Sample: Operational data collected from 23 simulation replications and on-site pilot tests conducted on the production floor.
- Main variables:
- Dependent variable: OTD compliance rate (%).
- Independent variables: Lot changeover time (min), defect rate (%).
- Controlled variables: Operating conditions, number of operators, design of the Poka-Yoke device, standardized procedure.
- Results
A. Results From Arena Simulation
To validate the proposed improvement in a controlled environment, the current and improved production flows were modeled using Arena simulation software. The model represented the key activities of the textile process, from lot changeover to the final assembly of knitted fabrics. A total of 23 replications were executed to ensure statistical stability, using input data collected during the diagnostic phase.
As shown in Fig. 4, the Output Analyzer was used to evaluate the statistical significance of the improvement in OTD between the AS-IS and TO-BE scenarios. The analysis reports 95% confidence intervals for each scenario based on 23 simulation replications. Under the AS-IS condition, the average OTD was 53.05%, with a confidence interval ranging from approximately 51.8% to 54.3%. In contrast, the TO-BE scenario following the implementation of the proposed improvement model achieved an average OTD of 78%, with a corresponding interval between 76.3% and 79.7%.
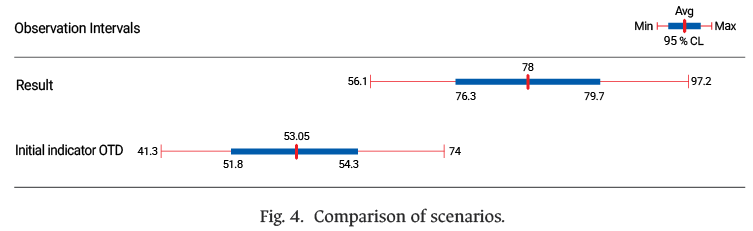
The absence of overlap between the confidence intervals confirms that the observed improvement in OTD is statistically significant at the 95% confidence level. This finding reinforces the effectiveness of the integrated SMED, Poka-Yoke, and Standard Work tools in addressing the root causes of delivery delays and validates the robustness of the proposed model under variable operating conditions. The clear separation between the confidence intervals indicates a statistically significant improvement in delivery performance, confirming that the changes generated a real operational impact beyond random fluctuations.
B. Results From the Pilot Test
In parallel, a one-week physical pilot test was conducted on the actual production line. The proposed tools—SMED, Poka-Yoke, and Standard Work—were applied during a single production shift. Prior to implementation, operators received training, and standardized data collection forms were used to record real-time operational data.
The results were consistent with the simulation projections:
1) SMED Results: The application of SMED methodology enabled task separation and reclassification of internal and external activities. As a result, the average setup time was reduced from 15 to 10.5 min, while machine availability increased from 83% to 90%. In addition, the total production time decreased from 480 to 394 min, confirming the efficiency of the restructured setup process.
2) Poka-Yoke Results: The Poka-Yoke device, installed in the yarn cone input area, prevented cone misplacement and reduced operator- related errors. As shown in Fig. 6, this low-cost visual aid contributed to a reduction in the defect rate from 5 to 2 %, while errors detected per shift decreased from 10 to 4. Moreover, the average error detection time improved from 12 to 3 min, confirming the effectiveness of the implemented solution. Together, Figs. 7 and 8 further illustrate how the error-proofing mechanism contributed to improved quality performance.
3) Standard Work Results: By establishing documented procedures, clear time benchmarks, and visual checkpoints, Standard Work ensured operator consistency. As shown in Fig. 9, the coefficient of variation in task execution time decreased from 20% to 10%, while the number of errors caused by omitted steps was reduced from 3 to 0 per shift. This outcome established a stable operational baseline, sustaining the improvements achieved through the implementation of SMED and Poka-Yoke.
In addition to these results, Fig. 10 illustrates the standardization of setup activities by comparing the AS-IS and TO-BE scenarios. Four critical tasks—machine cleaning, cone placement, program uploading, and fabric inspection—were reduced from a total of 75 to 50 min, representing a 33% improvement. This reduction was achieved by eliminating redundant steps, externalizing non-critical tasks, and applying standardized work instructions. The changes are supported by the time measurements collected during the pilot test and contrasted with baseline observations, confirming that the improvements are both measurable and repeatable under real production conditions.
C. Comparative Analysis of KPIs
Table VI summarizes the KPIs before and after the implementation of the proposed process improvements. The metrics clearly demonstrate the operational gains achieved in delivery performance, setup efficiency, defect reduction, and equipment availability, as shown in Table VI.
D. Baseline Performance Overview (AS-IS Scenario)
Prior to the implementation of the improvement model, the company showed a series of operational inefficiencies that directly affected overall performance. The OTD rate was 53.05 %, significantly below the textile industry benchmark of 77 %. The average setup time per changeover was 15 min, while machine availability was only 83%, indicating frequent delays and equipment downtime. In terms of quality, the defect rate reached 5%, primarily caused by manual setup errors such as incorrect cone positioning. Moreover, the coefficient of variation in operation time was 20%, reflecting inconsistencies in how operators performed tasks. The total production time per lot was 480 min, showing room for cycle time optimization.
E. Post-Implementation Results
The post-implementation values closely aligned with the expected targets. OTD increased to 78 %, meeting the industry reference. The average setup time was reduced to 10.5 min, while machine availability rose to 90%, fulfilling the primary objectives of the SMED methodology. The defect rate declined to 2%, confirming the effectiveness of the Poka-Yoke device in reducing human-related errors. In addition, the coefficient of variation in operation time decreased from 20 to 10%, validating the impact of Standard Work on process consistency. Finally, the total production time per lot was reduced from 480 to 394 min, demonstrating a substantial productivity improvement across the entire production cycle.
F. Strategic Implications and Long-Term Relevance
The outcomes of this improvement initiative confirm not only the technical soundness of the selected tools—SMED, Poka-Yoke, and Standard Work—but also their strategic potential for broader application within the organization. The successful increase of OTD from 53.05 to 78 % demonstrates a clear enhancement in the company’s ability to meet customer deadlines and contractual obligations, a critical factor for maintaining competitiveness in international textile markets. The reduction in lot changeover time from 15 to 10.5 min, together with the increase in machine availability from 83 to 90%, indicates that production capacity and line responsiveness were significantly enhanced without the need for capital-intensive investments. Furthermore, the 60% decrease in the defect rate (from 5% to 2%) highlights the effectiveness of the visual control device in preventing operator error, thereby improving product quality and reducing rework.
These results were validated through 23 test runs, of which 17 met or exceeded the target performance levels, confirming the reliability of the proposed solution under real operating conditions. The remaining six runs exhibited slight deviations, primarily attributable to operational variability such as inconsistent thread cone setup or operator fatigue, highlighting the importance of continuous training and ergonomic improvements.
The replicability and low cost of the tools used, particularly the fluorescent ring implemented in the Poka-Yoke system, make them highly scalable across other machines and production lines. Future improvement cycles should focus on consolidating the current gains through real-time performance tracking such as e.g., visual management boards and structured operator feedback mechanisms. Additionally, standardization protocols developed during this phase can serve as templates for formal SOPs applicable across the plant. This approach positions the company to establish a culture of continuous improvement, aligning daily operations with long-term operational excellence objectives.
- Discussion
The validation results obtained through simulation and pilot testing confirm the effectiveness of the integrated improvement model composed of SMED, Poka-Yoke, and Standard Work in enhancing operational performance within a small-scale textile manufacturing environment. This section discusses the practical implications, interpretative insights, and strategic contributions derived from the findings.
A. Effectiveness of the Integrated Tools on KPIs
The combined application of the three Lean tools led to significant improvements in the main operational indicators, demonstrating both efficiency gains and defect prevention. Similar studies in the Peruvian textile sector have validated such approaches, confirming their suitability for SMEs with limited resources [5].
- OTD: Improved from 53.05% to 78%, a 24.95 percentage point increase. This change represents an operational shift from non-compliance with industry standards (77%) to performance alignment and competitiveness.
- Setup time: Reduced from an average of 15 to 10.5 min, achieving a 30% decrease in lot changeover duration, as validated both through pilot tracking and Arena simulation averages across 23 replications. This is in line with research that emphasizes the importance of SMED and Standardized Work in setup reduction strategies.
- Defect rate: Decreased from 5% to 2%, a 60% reduction, directly linked to the implementation of the Poka-Yoke device. This reduction minimized rework and raw material waste, as similarly demonstrated in studies analyzing Poka-Yoke in textile environments [7].
- Machine availability: Increased from 83% to 90%, translating to an approximate 7-point gain, due to fewer unplanned stops and more efficient operator interventions. These outcomes resonate with previous applications of Lean tools such as 5S and Kaizen for boosting availability and reliability in production lines [8].
These results validate the hypothesis that an integrated improvement model produces greater cumulative benefits than the isolated application of individual Lean tools. Similar integrated frameworks have shown consistent success in textile manufacturing by addressing inefficiencies holistically [9].
B. Interpretation of Simulation and Statistical Validation
The simulation in Arena provided a controlled environment to anticipate results before deployment. The Output Analyzer confirmed, with a 95% confidence level, that the projected OTD would reach the 78% threshold, with a mean difference of 24.95% compared to baseline.
The setup time distribution, modeled under a standard deviation of 1.2 min and a target margin of error of ±0.5 min, yielded a reliable confidence interval, demonstrating statistical stability in the pilot design. This supports the notion that the sample of 23 replications was sufficient to reflect real-world variability without sacrificing confidence in the outcome. This methodological approach aligns with prior work combining Lean Manufacturing and simulation to validate performance improvements in SMEs [10].
C. Organizational and Practical Implications
Beyond quantitative outcomes, the intervention revealed important organizational dynamics. The standardization of work instructions enabled faster onboarding and greater consistency across shifts, reducing dependence on individual expertise. Visual cues and task sequencing provided operators with greater autonomy and fewer decision points, contributing to a reduced cognitive load.
Operator feedback during the pilot phase indicated higher satisfaction, clearer expectations, and reduced ambiguity during setup. This outcome is particularly critical for small enterprises with high employee turnover or limited training resources. These results confirm that Lean practices can be successfully adapted to SMEs even with low technological complexity, as demonstrated in similar analyses of Lean systems within the textile industry [11]. The key lies in properly tailoring the solution to the context and involving the production team in co-designing the changes. Moreover, foundational Lean concepts such as error-proofing have proven to be both accessible and effective in enhancing quality standards [12].
D. Strategic and Academic Contribution
The study provides an evidence-based model for productivity improvement that is low-cost, replicable, and sustainable, particularly relevant for textile SMEs in Latin America. The data demonstrate that meaningful performance improvements can be achieved with minimal investment by focusing on process discipline, visual management, and task segmentation. Additionally, the research contributes methodologically by integrating field experimentation with simulation modeling, thereby reinforcing both academic rigor and practical relevance. Similar proposals have also highlighted the scalability of such interventions in emerging economies [13].
Recent studies have confirmed that Lean Manufacturing models tailored to small-scale textile operations can lead to significant improvements in quality and delivery efficiency when supported by structured supplier involvement and low-cost automation [14]. Moreover, initiatives such as Lean Synergy and data-driven frameworks are emerging as promising alternatives for micro and small enterprises seeking to transition from informal practices toward standardized production systems [15]. These contributions reinforce the idea that contextual adaptation and team involvement are critical to sustaining long-term improvements in resource-constrained environments.
E. Limitations and Future Research Directions
Although the proposed improvement model demonstrated significant performance gains, certain limitations remain that open avenues for future research:
- The model was applied to a specific operating production context with relatively stable conditions. Its adaptability to more dynamic environments characterized with fluctuating demand or multi-line operations requires further exploration. Studies focused on flexible implementations of Lean in multi-product settings could provide useful insights in this regard [15].
- The interaction between the tools was validated sequentially. Future studies may explore simultaneous or iterative deployment strategies to enhance scalability and responsiveness. Hybrid approaches—such as combining Lean tools with supplier performance monitoring or data-driven feedback loops, as proposed in recent literature—offer promising directions [16].
- Lastly, the model focuses on operational metrics. Extending the framework to incorporate sustainability, energy efficiency, or digital integration (e.g., IoT-enabled monitoring) would provide a more holistic perspective for long-term competitiveness. Research exploring Lean frameworks that integrates with environmental and technological dimensions, such as the models proposed by Huayra-Mendoza and Ticlavilca-Arias [17], represents a relevant frontier for future exploration.
- Conclusion
This study demonstrated that the integrated application of SMED, Poka-Yoke, and Standard Work can significantly improve production performance in a textile SME operating under limited resources. The model addressed critical operational inefficiencies—such as excessive setup time, high defect rates, and operator variability—through practical, low-cost solutions.
As a result, OTD increased from 53.05% to 78%, setup time was reduced by 30%, machine availability increased to 90%, and the defect rate dropped from 5% to 2%. These improvements were validated through both simulation and pilot testing, confirming the model’s effectiveness and statistical significance. The findings highlight the potential of tailored Lean tools to generate impactful results in small-scale manufacturing. Beyond performance gains, the approach supports standardization, enhances operator consistency, and sets a foundation for continuous improvement, making it a scalable solution for SMEs seeking greater efficiency and competitiveness.
References
[1] Ministerio de la Producción. Sector textil y confecciones. Estudio de investigación sectorial 2020. Lima, Perú, 2022.
[2] A. Palange and P. Dhatrak, “Lean manufacturing a vital tool to enhance productivity in manufacturing,” Mater. Today: Proc., vol. 46, no. 1, pp. 729–736, Jan. 2021, doi: 10.1016/j.matpr.2020.12.193.
[3] S. Sanchez, L. Sanchez, and G. Viacava, “Proposal to improve the dyeing process applying preventive maintenance, SMED and standardization in an industrial dry cleaner,” in Proc. ICIBE ’22: 8th Int. Conf. Ind. Bus. Eng., Jan. 2023, pp. 426–430, doi: 10.1145/3568834.3568887.
[4] K. Paździor, L. Bilińska, and S. Ledakowicz, “A review of the existing and emerging technologies in the combination of AOPs and biological processes in industrial textile wastewater treatment,” Chem. Eng. J., vol. 376, p. 120597, Nov. 2019, doi: 10.1016/j.cej.2018.12.057.
[5] M. Torres-Mestanza, N. Guerrero-López, and M. Saenz-Moron, “Improvement model to increase the efficiency of the sewing area in a textile SME by applying SMED, 5S and Standardized Work – A Peruvian case study,” in Proc. 21st LACCEI Int. Multi-Conf. Eng., Educ., Technol., Jan. 2023, doi: 10.18687/laccei2023.1.1.1051.
[6] A. Deshkar, S. Kamle, J. Giri, and V. Korde, “Design and evaluation of a Lean Manufacturing framework using Value Stream Mapping (VSM) for a plastic bag manufacturing unit,” Mater. Today: Proc., vol. 5, no. 2, pp. 7668–7677, Jan. 2018, doi: 10.1016/j.matpr.2017.11.442.
[7] J. Yashini, “An analysis on minimization of product error (Poka-Yoke) and excess work in progress (TPM & OEE) in textile industry,” Int. J. Res. Eng., Sci. Manag., vol. 3, no. 9, pp. 17–22, Sep. 2020, doi: 10.47607/ijresm.2020.278.
[8] E. A. Demirtas, O. S. Gultekin, and C. Uskup, “A case study for surgical mask production during the COVID-19 pandemic: Continuous improvement with Kaizen and 5S applications,” Int. J. Lean Six Sigma, vol. 14, no. 3, pp. 679–703, Dec. 2022, doi: 10.1108/IJLSS-02-2022-0025.
[9] M. Mohan Prasad, J. M. Dhiyaneswari, J. R. Jamaan, S. Mythreyan, and S. M. Sutharsan, “A framework for Lean Manufacturing implementation in Indian textile industry,” Mater. Today: Proc., vol. 33, no. 7, pp. 2986–2995, Mar. 2020, doi: 10.1016/j.matpr.2020.02.979.
[10] J. A. Dominguez Julca, E. A. Algendones Amasifuen, and R. Chavez-Ugaz, “Improvement proposal to increase the level of service by applying Lean Manufacturing tools in SMEs in the textile sector in Peru,” in Proc. Congr. Int. Innov. Tend. Ing. (CONIITI), Oct. 2024, pp. 1–7, doi: 10.1109/CONIITI64189.2024.10854859.
[11] C. Ünal and S. Bilget, “Examination of Lean Manufacturing systems by simulation technique in apparel industry,” J. Text. Inst., vol. 112, no. 3, pp. 377–387, Apr. 2020, doi: 10.1080/00405000.2020.1756104.
[12] H. Hirano, Poka-Yoke: Improving Product Quality by Preventing Defects, 1st ed. Portland, OR, USA: Productivity Press, 1989.
[13] A. Quiroz-Cueva, M. Simbrón-Guillen, and M. Saenz-Moron, “Improvement proposal to increase the production efficiency of garment with Lean Manufacturing tools for the textile sector in Lima,” in Proc. 21st LACCEI Int. Multi-Conf. Eng., Educ., Technol., Jan. 2023, doi: 10.18687/laccei2023.1.1.1045.
[14] G. C. Alcazar-Quispe and M. P. Acuña-Ordóñez, “Enhancing operational efficiency in textile SMEs: A Lean Manufacturing approach integrating Poka-Yoke and supplier management,” in Proc. 5th Asia–Pac. Conf. Ind. Eng. Oper. Manag., Sep. 2024, doi: 10.46254/ap05.20240089.
[15] V. Y. Valverde-Flores, B. J. Toribio-Alvarado, M. Collao Diaz, and J.-C. Quiroz-Flores, “Lean Synergy production model implementation in textile SMEs: A case study on efficiency and quality improvement,” in Proc. 3rd Aust. Conf. Ind. Eng. Oper. Manag., Sep. 2024, doi: 10.46254/AU03.20240075.
[16] S. Tejada, S. Valdez, O. Yildiz, R. Salas-Castro, and J. C. Alvarez, “A data-driven Lean Manufacturing framework for enhancing productivity in textile micro-enterprises,” Sustainability, vol. 17, no. 11, p. 5207, Jun. 2025, doi: 10.3390/su17115207.
[17] G. F. Huayra-Mendoza and K. C. Ticlavilca-Arias, “Comprehensive Lean production model implementation for quality and efficiency enhancement in textile SMEs: A case study,” in Proc. 1st World Congr. Ind. Eng. Oper. Manag., Oct. 2024, doi: 10.46254/WC01.20240041.