Operations Management Model to Improve
Compliance with the Fan Production Plan
through Process Standardization
in the Metalworking Sector
Paola G. Pérez Cadillo1 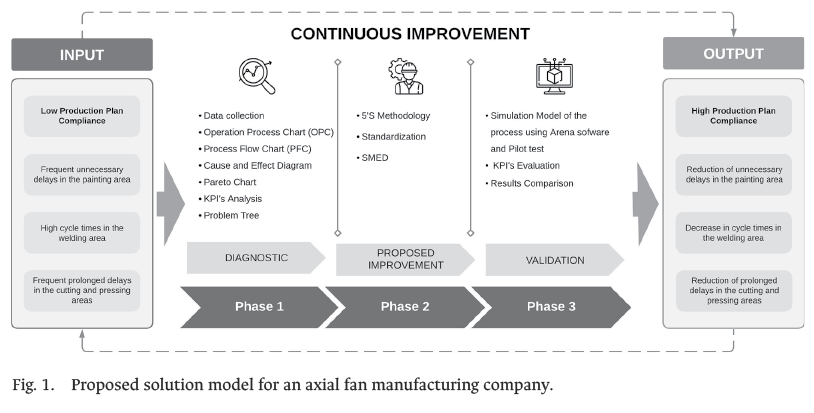 , Eliane T. Rivera Odar2 , Carlos A. Lizarraga Portugal3 ,
, Eliane T. Rivera Odar2 , Carlos A. Lizarraga Portugal3 ,
Javier M. Castillo Tejada4
1[email protected], [email protected], [email protected], [email protected]
1234Carrera de Ingeniería Industrial, Universidad de Lima, Perú
Received: July 20, 2025 / Accepted: September 17, 2025 / Published: 5 June, 2026
doi: https://doi.org/10.26439/ciii2025.8646
ABSTRACT—The metal-mechanic sector plays an important role for the Peruvian economy, representing approximately 1% of total GDP and 6% of manufacturing GDP. It is particularly relevant for its strategic role in providing essential components and services for sectors such as mining, construction, and agribusiness. The problem that motivates this study focuses on the need to reduce the waste of resources in metal-
working companies where operational performance is affected, and in this sense, the research was carried out in a factory producing fans with the objective of developing an operations management model to improve compliance with the production plan. An empirical study was conducted using Lean Manufacturing techniques—specifically 5S, Standardized Work, and Single-Minute Exchange of Dies (SMED)—to develop a model that was functionally validated through a pilot test and process simulation. The results showed that production plan compliance reached 60.7%, non-productive time was reduced by 92.8%, cycle time decreased by 3.46%, and setup time was reduced by 25.2%. The contribution of this research demonstrates that integrating the applied engineering techniques results in a robust and effective combination for improving industrial processes.
Index Terms—5S, fan manufacturing, metalworking industry, SMED, standardization.
- Introduction
This research addresses the problem of low production plan compliance in a Peruvian metalworking company dedicated to the manufacture of axial fans. The importance of this study lies in the strategic role of the metal-mechanic industry in the Peruvian economy, as it accounts for approximately 1% of the country’s total Gross Domestic Product (GDP) and 6% of manufacturing GDP, with an estimated annual turnover of 13 billion soles [1]. Beyond its economic contribution, the sector plays a strategic role by supplying components, metal structures, machinery, and specialized technical services that enable the operation and development of key industries such as mining, construction, agribusiness, and manufacturing in general. In this context, it was identified that the company under study has a production plan compliance rate of only 23.3%, which is significantly lower than the 70% achieved by leading plants in the sector [2]. This results in an annual economic impact of 573,804 soles—equivalent to 23% of the company’s revenue— and highlights the need for a solution model aimed at addressing this type of issue.
The implementation of Lean Manufacturing techniques has shown significant benefits in industrial processes, particularly in enhancing efficiency within the metalworking sector, as underscored by various authors. In [3], issues such as high levels of non-productive time, disorder in the work area, lack of standardization in tool changes, and inefficient physical layout were identified. To address these issues, methodologies such as Sort, Set in order, Shine, Standardize, and Sustain (5S), Single-Minute Exchange of Dies (SMED), and Systematic Layout Planning (SLP) were applied, achieving a 6.79% reduction in lead time. Similarly, another study in the same sector found that low productivity resulted from workspace disorganization, the absence of standard times, and a lack of visual control. To mitigate these issues, tools such as 5S, Andon, and standard time were implemented, achieving an increase in productivity from 0.26 to 0.33 tons per sol over a five-month period [4].
In this context, the relevance of this study lies in its practical and applicable nature, as it proposes a model that not only enhances operational efficiency and reduces waste but also lays the foundation for a culture of continuous improvement within the sector, generating value and contributing knowledge at both the business and industrial levels.
Based on the analysis conducted, the general objective of this research is to develop an operations management model that improves the production plan compliance in a metalworking factory through the application of Lean Manufacturing techniques. The specific objectives are to reduce material search times in the painting area, decrease variability in welding tasks, and optimize setup times in laser cutting and pressing machines. The scope of the research includes the improvement of operational processes in the painting, welding, cutting, and pressing areas in the production of axial fans. These areas were selected as the exclusive focus of intervention because they concentrate the main problems identified in the initial diagnosis, such as unnecessary delays, lack of standardization, and excessive setup times. The study followed a structured approach comprising an introduction and background review to define the objectives, a description of the methodology and tools, a presentation of the results with a before-and-after comparison, and a discussion contrasting the findings with the literature.
- Literature Review
Various relevant academic sources published in recent years were analyzed and retrieved from databases such as SciELO, ScienceDirect, Dialnet, and Google Scholar.
A. 5S Methodology
According to a study conducted in a plant dedicated to the production of aqueous adhesives, significant improvements in productivity were achieved. Initially, major issues related to workplace disorder, the accumulation of unnecessary materials, and a lack of process standardization were identified. The initial diagnosis revealed a low 5S compliance score, averaging 2.8 points, which motivated the implementation of improvement strategies. These actions included removing non-essential materials, assigning specific locations for tools, introducing regular cleaning routines, designing standardized procedures, and training personnel to promote effective organizational practices. As a result, the 5S compliance score increased to an average of 4.03 points, leading to optimized time and space usage and an increase in average productivity from 4.37 kg/labor hour in 2019 to 5.58 kg/labor hour in 2020 [5].
B. Standardization
In an agricultural machinery manufacturing plant, waste and defective products were reduced through the implementation of standardization across six stages: current-state design, data collection, takt time calculation, preparation of the Operator Balance Chart (OBC), future-state design, and development of a Work Standard Sheet for each operator. The results showed time savings of 49.5 min per day and approximately 18 h per month, and a significant reduction in the variation of returned boxes, with the coefficient of variation for “Bin A” boxes decreasing from 31.44% to 7.4% [6].
C. SMED
The implementation of this technique in a vacuum cleaner manufacturing company led to a significant reduction in model changeover times on the injection line, decreasing from 459 to 189 min, which represents an improvement of over 58% and a 68% achievement of the expected results [7]. Similarly, in a plastic products manufacturing company, the application of this technique reduced mould changeover time from 1 h and 23 min to approximately 49 min, representing a 36.79% improvement [8]. As a result, operational efficiency improved, failures related to the lack of procedures were reduced, and process stability was enhanced.
- Proposed Solution Model
A. Background
In the metalworking sector, small and medium-sized companies that manufacture equipment such as axial fans face important challenges related to their production processes efficiency. One of the main issues is the limited ability to meet established delivery deadlines, which directly affects customer satisfaction and business profita-
bility. The average on-time delivery rate in this sector is only 70% [2], indicating shortcomings in operational management and in the effective use of available plant time. This situation highlights the need to implement improvements aimed at optimizing resource availability and reducing non-productive time.
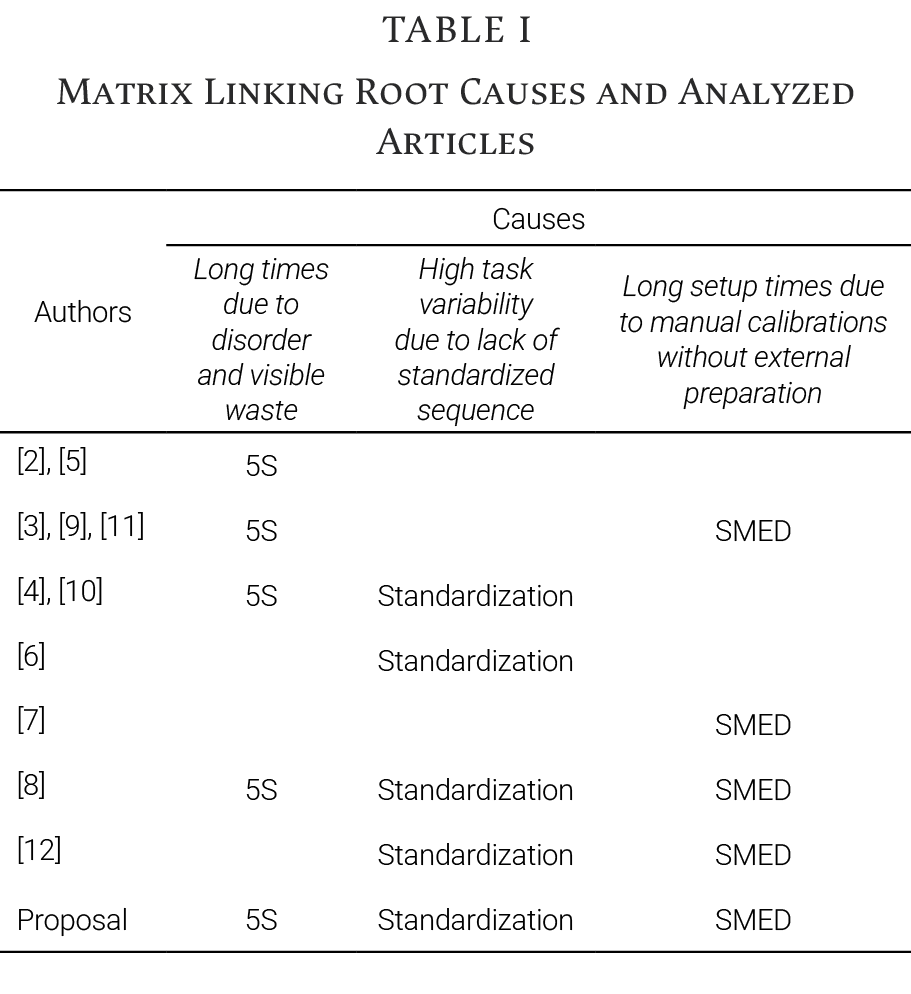
Table I presents a matrix that links the identified root causes with the selected Lean Manufacturing techniques, including the main authors and the years in which their studies were carried out.
B. Model Components
The following solution model was developed, by integrating the data obtained during the diagnostic phase and linking the proposed actions for each selected technique, as shown in Fig. 1, to provide a structured and comprehensive view of the improvement proposal across its different phases and components.
Phase 1 – Diagnosis: This phase of the study corresponds to a quantitative, applied, and empirical research design, as it is based on the collection of real data and their analysis to identify opportunities for process improvement. Compliance with the production plan is identified as the dependent variable and cycle times, model changeover times, work area organization, and variability in task execution are identified as the independent variables. The unit of analysis is an axial fan.
The sampling strategy used was non-probabilistic convenience sampling, with data collected through direct observations in the plant.
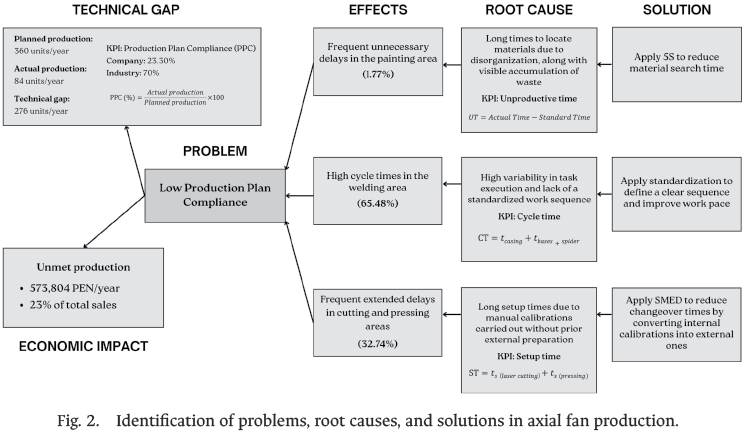
Accordingly, instruments such as the Outline Process Chart (OPC) and the Process Flow Chart (PFC) were used for data collection and analysis, enabling the mapping of the current sequence of operations and the identification of non-value-adding activities. Analytical tools such as the Cause-and-Effect Diagram and the Pareto Chart were also applied to identify and prioritize the root causes of the problems. In addition, key performance indicators (production plan compliance, productivity, cycle time, and model changeover time) were analyzed, and a problem tree was developed to visualize cause–effect relationships (Fig. 2).
Phase 2 – Implementation of the Integrated System: The implementation of the 5S in the painting area is done through several steps. It begins with the elimination of unnecessary materials, followed by the organization of the workspace through the classification and labeling of containers and tools. Subsequently, specific locations are assigned to facilitate accessibility and maintain order. Thorough cleaning activities are then performed, and organization is standardized through the consistent use of visual controls. Finally, discipline is promoted among personnel through training, ensuring that the improvements are sustained on a continuous and long-term basis. As a result, workspace utilization is optimized, unnecessary movements are reduced, and overall operational efficiency is improved.
In the standardization stage, data are collected on the available production time and customer demand. These data are used to calculate the Takt time for the activities. Subsequently, the OBC is developed, which is a Lean Manufacturing tool used to visualize and improve workload balance among operators on a production line. This diagram shows the time each operator dedicates to their assigned tasks, facilitating the identification of workload imbalances. For its analysis, it is necessary to measure the execution times of each workload and to redistribute tasks in order to achieve a better balance. The final step consists of developing a Work Standard Sheet for each operator, which includes specific activities, assigned times and sequence of operations.
SMED implementation starts with the identification of all operations related to the production cycle changeover, differentiating between internal activities, which are performed while the machine is stopped, and external activities, which can be performed while the machine is running. These activities are then classified to determine which can be carried out in parallel with the production process. Based on this classification, as many internal tasks as possible are converted into external ones in order to reduce downtime by preparing the tools and materials required for the next production cycle in advance.
Finally, the machine settings are optimized by eliminating non-value-adding activities and simplifying those that are necessary, in order to improve the efficiency of the setup process.
Phase 3 – Validation: The improvement proposal made it possible to identify and validate optimization opportunities at different stages of production. Validation is carried out through a pilot test of the 5S methodology, together with a simulation model also for the Standardization and SMED tools. As a result, a more orderly, balanced, and production-aligned operational scenario was designed. These improvements enhance operational efficiency and could be replicated in other areas of the shop floor, provided they are properly adapted to the specific process conditions.
C. Model Indicators
Indicators are proposed to measure production performance in terms of efficiency, time utilization, and responsiveness to demand. The formulas used, as well as the interpretation of their variables, are presented below:
- Compliance with the production program (CPP): Actual production corresponds to the volume effectively completed, while planned production refers to the assigned target; the result is multiplied by 100 to express it as a percentage.
 (1)
(1)
- Unproductive time: Actual time corresponds to the total observed duration, including delays, while standard time refers to the reference established by methods engineering; the difference represents the portion of the shift that does not generate value and can be reduced through the application of 5S.
 (2)
(2)
- Cycle time: Each ts represents the manufacturing time of the part in the hull, bases and spider operations. As long as this sum exceeds the Takt time, the line will not meet the demand, making it essential to standardize work paths and reduce variability.
 (3)
(3)
- Setup time: Each represents the setup time of the cutting and pressing areas, measured from machine stoppage to the production of the first conforming part after setup.
 (4)
(4)
- Results
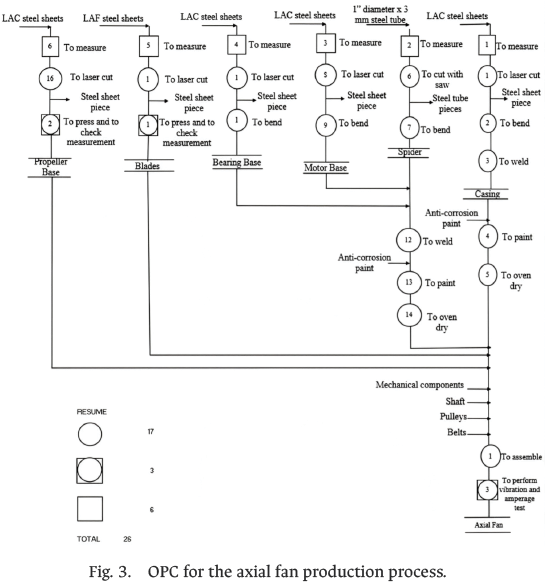
A problem tree was developed to break down the main problem into its causes and root causes. This analysis tool provides a clear and detailed understanding of the factors involved, facilitating the identification of specific corrective actions (Fig. 2). To complement this diagnosis, the OPC was used, which translates the identified pro-
blems into the production flow and enabling the visualization of the specific stages where they occur (Fig. 3). Its development enabled the identification of the points at which the different product components are incorporated, providing an overall view of the manufacturing and assembly process of axial fans. Likewise, it proved useful for understanding the process structure and for visually documenting the activities required for the development of the simulation model in Arena, as it provides the logical and detailed sequence of operations needed to construct the system flow.
To validate the effectiveness of the proposed improvements, two scenarios were developed in Arena software: one representing the current situation of the production process and the other one reflecting the system with the integrated improvements.
A. Modeling of the Current Situation
A base model representing the current situation was constructed and simulated using the Arena software. This model was built using data collected directly from the plant through on-site observations, interviews with operating personnel, and time measurements. The collected data were statistically analyzed to ensure their reliability and accuracy for use in the simulation.
The AS-IS model enabled the visualization of the actual behavior of the production flow, allowing the identification of constraints, delays, and sources of inefficiency. Among the main findings, long setup times were detected in the cutting and pressing stations, resulting in availability losses that affect process continuity. At the welding station, high variability in execution times was observed, leading to an unbalanced line and making it the most time-consuming operation. Likewise, in the painting area, disorder in the handling of materials and tools was identified, causing unnecessary movements and rework.
The current conditions of the tools that would later be intervened were incorporated into the simulation model. Setup times were represented as currently recorded, reflecting the lack of separation between internal and external activities during changeover processes. At the welding station, tasks without standardized procedures were simulated. Finally, the current behavior of the painting area was included, where no organized or structured system exists for the storage and use of materials.
B. Design of the Improved Model
The improved model incorporates three key tools: 5S, Standardization, and SMED. The 5S methodology was physically implemented in the painting area, following each of its stages. This intervention produced visible improvements in organization, tool accessibility, and reduction of non-value-adding time, which were replicated in the simulation. Standardization was validated through simulation in Arena at the welding station, where improvements in task sequence and distribution were proposed. These actions reduced operational variability and balanced work times with respect to customer demand, enhancing consistency in task execution. Finally, SMED was simulated on the machines, identifying activities that could be performed outside of machine downtime.
The integration of these tools enabled the validation, in a virtual environment, of the positive impact these improvements would have on the production system. The resulting model represents a more organized process, with reduced variability and greater capacity to meet production requirements.
After the implementation of 5S, a comparative evaluation of the initial and final states of the system was conducted through inspections, with the participation of operators. The scores were grouped by category and compared against a maximum of 25 points for each “S,” representing optimal conditions. In the initial condition, the results showed a poor overall performance, reaching only 27% of the total possible score. Shine achieved a score of 44%, while the pillars of Standardize (16%), Set in order (24%), Sustain (24%), and Sort (28%) exhibited worryingly low levels. These results indicate a disorganized plant, with few standardized practices and no well-established culture of sorting or maintaining order.
Table II lists significant improvements across all pillars, reaching 69.6% of the total score. Remarkable progress was observed in Sustain (84%), Shine (80%), and Sort (68%), reflecting increased staff awareness, improved operational practices, and a more structured work environment.
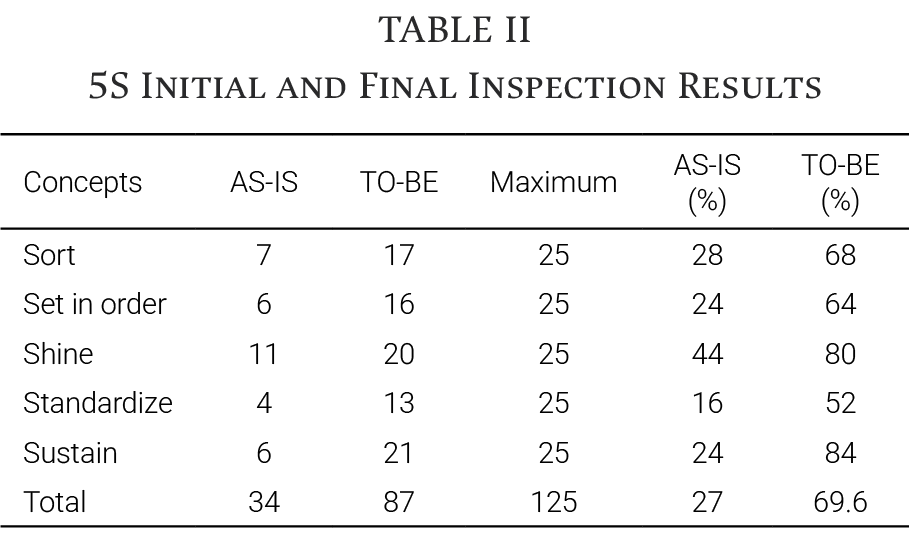
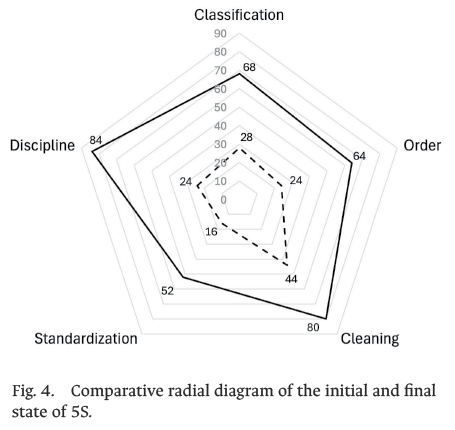
These results are graphically presented in a radial diagram designed to comparatively visualize performance before and after the intervention (Fig. 4). The diagram clearly shows the growth in each dimension evaluated, validating the effectiveness of the implementation and highlighting the positive impact of 5S on the plant’s organizational culture.
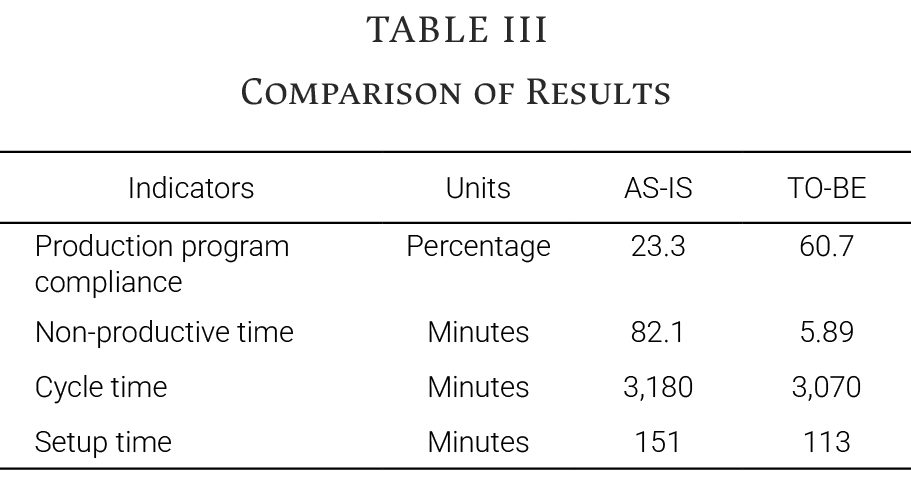
The results obtained validate the fulfillment of the general objective of the study: to develop an operations management model to improve compliance with the fan production plan through standardization in the metalworking sector. The implementation of the model increased the production plan compliance from 23.3% to 60.7%, demonstrating that the standardization applied in the different areas of the process had a direct and positive impact on the company’s ability to meet its production goals.
In relation to the specific objectives, the results were also consistent. First, the application of the 5S methodology in the painting area led to a significant reduction in unproductive time, from 82.1 min to just 5.89 min. This improvement was achieved by eliminating time wasted searching for materials and tools, and by optimizing the work environment. Secondly, the standardization of a work sequence in the welding area reduced variability in task execution, which was reflected in a decrease in the total cycle time, which went from 3,180 to 3,070 min. This enhanced the overall efficiency of the production process and contributed to increased compliance with the production plan.
Finally, Table III demonstrates that with the implementation of the SMED methodology on the laser cutting and pressing machines, the setup time was reduced from 151 to 113 min, which favored greater machine availability and faster preparation between production batches. Overall, these results demonstrate that the proposed model is effective in improving operational efficiency and ensuring compliance with the production plan.
- Discussion
To enrich the analysis, a comparison of the results obtained and those reported in other studies is presented. In our case study, the 5S methodology reduced nonproductive times from 82.1 to 5.89 min, which represents an improvement of 92.8%. This result contrasts with the study conducted in the plastic products manufacturing plant, where the technique was applied in the injection and painting areas, achieving a 65% reduction in the time spent searching for tools and materials [8]. Similarly, in a metalworking company dedicated to the production of light metallic structures, the methodology was implemented in the lathe and milling stations, as well as in the warehouse, materials yard, and dispatch area, achieving a 75.2% of idle times related to the location of inputs and equipment [9]. In both cases, the intervention covered several areas of the process, which required more resources and time. In contrast, this study focused only on the painting area, which enabled a higher percentage of improvement.
Regarding Standardization, its application reduced the total cycle time from 454.29 to 428.57 min per unit, which represents an improvement of 3.46%. Although the percentage improvement is not high, this result contributes positively to the overall production performance. This is consistent with a study reporting the implementation of standardized work in an H-beam factory, showing that the cycle time was reduced from 294.99 to 286.92 min per unit produced, equivalent to an improvement of 2.74%. When comparing the results, it can be observed that the improvement achieved in this study is slightly higher, which reinforces the effectiveness of the applied technique. In both cases, despite being processes with long cycles, the improvements in the welding area are significant, as this operation represents the main bottleneck of the system [10].
In relation to SMED, the setup time reduced from 151 to 113 min, representing a significant improvement of 25.2%. This result is comparable to that reported in a study on a metalworking factory, where a reduction of 30.11% was achieved. Although both studies applied the separation of internal and external activities, the difference lies in the fact that this study complemented this strategy with complete standardization of procedures through clear instructions, defined sequences, and checklists, which explains its higher percentage of improvement [11]. In contrast, an auto parts assembly line achieved a greater reduction of 36%, mainly due to an effective reorganization of the workspace [12], an aspect not addressed in the present study, which also contributes to the difference in the results.
- Conclusions
The results obtained show significant progress in line with the objectives set. The implementation of the 5S methodology in the painting area reduced downtime by 92.8% by optimizing the organization and location of materials; the standardization of welding tasks decreased cycle time by 3.46%, promoting a more continuous workflow; and the application of the SMED methodology in cutting and pressing reduced setup times by 25.2%, by converting internal activities into external ones and improving machine availability. These improvements, integrated into an operations management model, increased production plan compliance to 60.7%, thereby reducing the gap with the 70% recorded in the industry’s leading plants and demonstrating the potential of Lean tools to close performance gaps and improve productivity.
It is recommended to implement the 5S methodology throughout the plant, as its comprehensive application would optimize overall organization, reduce nonproductive time in other areas, increase safety, and reinforce operational discipline across all processes. This would help consolidate a culture of order and cleanliness that promotes a more efficient work environment prepared for future Lean improvements. It is also advisable to gradually expand the scope of SMED and standardization to other areas, accompanying this process with training and monitoring plans to ensure its sustainability, and use specialized software to simulate changes prior to their physical implementation. Finally, future studies could take this Lean Manufacturing model as a basis for validating its effectiveness in different production contexts, optimizing processes in specific environments, and generating applied technical knowledge that strengthens the competitiveness of the metallurgical sector and its strategic role in key industries such as mining, construction, agribusiness, and manufacturing.
References
[1] T. Jonathan, “Sector metalmecánico multiplica el empleo por cuatro y hoy depende de la inversión minera [Metalworking sector multiplies employment fourfold and now relies on mining investment],” Dipromin.com, Sep. 4, 2022. [Online]. Available: https://bit.ly/4nQopqO
[2] J. I. Illaganqui Florida and Y. I. Galvez Martinez, “Implementación de las herramientas 5S y TPM para aumentar el índice de entrega de pedidos a tiempo en una empresa metalmecánica [Implementation of 5S and TPM tools to increase the on-time delivery rate in a metalworking company],” Professional degree thesis, Academic Program of Industrial Engineering, Universidad Peruana de Ciencias Aplicadas, Lima, Peru, 2023. [Online]. Available: http://hdl.handle.net/10757/671591
[3] M. A. Arbieto Martos and J. A. Vásquez Meza, “Mejora de los procesos productivos usando herramientas de Lean Manufacturing en una MYPE de carpintería metálica para disminuir la tasa de entregas tardías [Improvement of production processes using Lean Manufacturing tools in a metal carpentry SME to reduce the late delivery rate],” B.S. thesis, Academic Program of Industrial Engineering, Universidad Peruana de Ciencias Aplicadas, Lima, Peru, 2020. [Online]. Available: http://hdl.handle.net/10757/654448
[4] J. A. Bravo Fernandez, “Aplicación de herramientas Lean Manufacturing (5S, Andon y Tiempo Estándar) para el aumento de la productividad en el área de producción de una empresa metalmecánica [Application of Lean Manufacturing tools (5S, Andon, and Standard Time) to increase productivity in the production area of a metalworking company],” Ind. Data, vol. 26, no. 1, pp. 217–245, Jul. 2023, doi: https://doi.org/10.15381/idata.v26i1.24580
[5] E. L. Vargas Crisóstomo and J. W. Camero Jiménez, “Aplicación del Lean Manufacturing (5S y Kaizen) para el incremento de la productividad en el área de producción de adhesivos acuosos de una empresa manufacturera [Application of Lean Manufacturing (5S and Kaizen) to increase productivity in the aqueous adhesive production area of a manufacturing company],” Ind. Data, vol. 24, no. 2, pp. 249–271, Dec. 2021, doi: https://doi.org/10.15381/idata.v24i2.19485
[6] D. M. C. dos Santos, B. K. dos Santos, and C. G. dos Santos, “Implementation of a standard work routine using Lean Manufacturing tools: A case study,” Gest. Prod., vol. 28, no. 1, e4823, Feb. 2021, doi: https://doi.org/10.1590/0104-530x4823-20
[7] M. A. Morales Rodriguez, G. Cervantes Zubirías, J. Y. Wong Gallegos, and R. Martínez Mendoza, “Reducción de los tiempos de cambio de modelo en los productos fabricados en una empresa manufacturera de aspiradoras [Reduction of model changeover times in products manufactured in a vacuum cleaner manufacturing company],” Multidiscip. Ing., vol. 9, no. 13, pp. 12–22, Dec. 2023, doi: https://doi.org/10.29105/mdi.v9i13.260.
[8] P. Ribeiro, J. C. Sá, L. P. Ferreira, F. J. G. Silva, M. T. Pereira, and G. Santos, “The impact of the application of lean tools for process improvement in a plastic company: A case study,” Procedia Manuf., vol. 38, pp. 765–775, Jan. 2019, doi: https://doi.org/10.1016/j.promfg.2020.01.104.
[9] C. M. Valenzuela Huaraca and J. B. Chipana Ayala, “Propuesta de mejora del proceso de producción para reducir los tiempos improductivos basada en la implementación de SLP, 5’s y SMED en el sector metalmecánica [Production process improvement proposal to reduce unproductive time based on the implementation of SLP, 5S, and SMED in the metalworking sector],” Professional degree thesis, Academic Program of Industrial Engineering, Universidad Peruana de Ciencias Aplicadas, Lima, Peru, 2023. [Online]. Available: http://hdl.handle.net/10757/671840
[10] V. Barrenechea Chamorro, “Propuesta de mejora de la eficiencia en la fabricación de vigas en una empresa MYPE del sector metalmecánico en el Perú, utilizando herramientas de Lean Manufacturing y estandarización de trabajo [Proposal to improve efficiency in beam manufacturing in an SME of the metalworking sector in Peru using Lean Manufacturing tools and work standardization],” Professional degree thesis, Academic Program of Industrial Engineering, Universidad Peruana de Ciencias Aplicadas, Lima, Peru, 2022. [Online]. Available: http://hdl.handle.net/10757/660864
[11] D. I. Ramirez-Lozano, J. E. Avilés-Solano, and M. Collao Diaz, “Process optimization in metalworking SMEs by implementing Lean Manufacturing tools: An integrated approach to improving operational efficiency,” in Proc. 5th Asia Pacific Conf. Ind. Eng. Oper. Manag. (AP05), Tokyo, Japan, Sep. 10–12, 2024, doi: https://doi.org/10.46254/AP05.20240087.
[12] C. Oliveira and T. M. Lima, “Setup time reduction of an automotive parts assembly line using lean tools and quality tools,” Eng, vol. 4, no. 3, pp. 2352–2362, Sep. 2023, doi: https://doi.org/10.3390/eng4030134.