Improvement Model Based on Standardization and TPM
to Reduce Defective Products in a Textile SME
Sebastian P. Caballero-Trujillo1 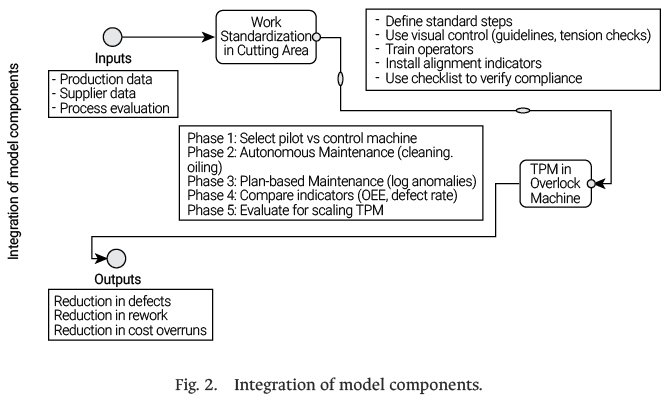 , Renzo J. P. Mestanza-Ames2 , Gino Viacava-Campos3 ,
, Renzo J. P. Mestanza-Ames2 , Gino Viacava-Campos3 ,
Jorge A. Corzo-Chavez4
1[email protected], 2 [email protected], 3[email protected], 4 [email protected]
1234Carrera de Ingeniería Industrial, Universidad de Lima, Perú
Received: August 15, 2025 / Accepted: November 20, 2025 / Published: 5 June, 2026
doi: https://doi.org/10.26439/ciii2025.8645
Abstract—The Peruvian textile industry, a key contributor to the national economy representing approximately 8% of manufacturing GDP, faces a persistent production decline of 4.45% and a defective product rate of 6.6% among small and medium-sized enterprises (SMEs). Despite extensive research on defect reduction through Six Sigma, Total Quality Management (TQM), and Total Productive Maintenance (TPM), gaps remain in scalable and low-cost solutions tailored to resource-constrained SMEs in developing contexts. This study introduces novel variables—ergonomic improvements and iterative operator feedback loops—that have been underexplored in Peruvian textile SMEs. Focusing on a Lima-based SME dedicated to jeans production, a mixed-methods approach was applied to implement process standardization and TPM, reducing the overall defect rate from 10.15% to 6.75%. Unlike prior studies, this research integrates real-time operator input to continuously refine interventions, resulting in a replicable and cost-effective model suitable for SMEs with limited resources. Future research may explore automated fault detection systems to further enhance scalability.
Index Terms—Defect reduction, textile manufacturing, Total Productive Maintenance (TPM), trial testing, work standardization.
- Introduction
The peruvian textile industry is a vital economic sector, contributing approximately 8% of national manufacturing GDP and generating significant employment and export revenue, according to the National Institute of Statistics and Informatics (INEI) [10]. However, the sector has experienced a 4.45% decline in production compared to the previous year [10]. In particular, small and medium-sized enterprises (SMEs)—which account for more than 90% of textile firms nationwide—continue to face high defective product rates, averaging 6.6% at the national level [11]. This study focuses on a textile SME in Lima specializing in jeans production, where defects, primarily from cutting and sewing errors, lead to substantial operational inefficiencies.
The motivation for this research stems from the need to address recurring quality issues in Peruvian textile SMEs, driven by insufficient process standardization, inadequate maintenance of critical equipment such as overlock machines, and inconsistent coordination across the supply chain. Prior studies, such as [3], concluded that Six Sigma reduces defects by up to 30% in textile SMEs by minimizing process variability, while [5] demonstrated the effectiveness of Total Productive Maintenance (TPM) in enhancing equipment reliability and reducing machine-related defects. Additionally, [1] emphasized importance of supplier selection as a strategy to improve material quality and reduce input-related defects. However, existing studies tend to focus on large-scale or resource-intensive methodologies, leaving significant gaps in the availability of practical and low-cost solutions for resource-constrained SMEs, particularly in developing contexts such as Peru, where scalable Lean tools remain underexplored.
This study fills this gap by applying process standardization and TPM to reduce defects in a resource-limited SME, providing a replicable model for similar enterprises. It addresses research questions such as: How does supplier selection influence defect reduction in textile inputs? What adjustments in cutting and sewing processes minimize defects in finished garments? How can ergonomic improvements contribute to defect reduction? The article is structured as follows: the Introduction synthesizes relevant studies, the Methodology details the mixed-methods approach and pilot design, the Results present defect reduction outcomes including statistical validation, the Discussion interprets the findings and compares them with prior work, and finally the Conclusions and Recommendations outline implications and future steps.
- Methodology
To guide the implementation of process standardization and TPM for reducing defective products in a Peruvian textile SME, a systematic literature review was conducted. From an initial pool of 3,121 articles, 35 were filtered based on publication year, accessibility, and relevance to the research questions. Of these, six articles were selected for in-depth analysis. These studies were organized into three typologies—supply chain management, process improvement, and equipment maintenance—to address the research questions: how supplier selection impacts material defects, what process adjustments minimize finished garment defects, and how maintenance or ergonomic improvements reduce defects. This classification provides a structured and comprehensive framework for analyzing defect reduction strategies in textile SMEs.
For Process Improvement, this category includes studies on quality control methodologies aimed at reducing process variability and defects in textile manufacturing. Six Sigma was applied in textile SMEs, achieving up to 30% defect reductions by minimizing variability in cutting and sewing processes [3]. Total Quality Management (TQM) was used to promote a quality-driven culture through standardized procedures and operator training, suitable for resource-constrained SMEs [6]. Generalized Moving Dispersion Statistic (GMDS) charts were used to manage variability in high-fluctuation processes such as textile production, providing a practical tool for SMEs to detect and control defects compared to traditional control charts [12]. Root causes of sewing defects were investigated using TQM tools, identifying critical issues in knit garment production and proposing corrective actions that reduced common defects effectively [9]. These approaches highlight scalable strategies for improving process consistency and reducing finished garment defects.
For Equipment Maintenance, this category covers studies on maintenance strategies to address defects caused by mechanical failures. TPM’s effectiveness in enhancing equipment reliability in textile production was demonstrated, reducing defects from machine failures, such as those in overlock machines, through autonomous and preventive maintenance tailored for resource-limited SMEs [5]. Standardized Work with visual controls in a textile SME achieved significant defect reductions by ensuring consistent equipment operation and operator adherence [2]. Material-product transformation in clothing lines was optimized, focusing on movement efficiency to minimize defects and improve operator conditions [8]. These findings support the adoption of maintenance- and ergonomics-focused interventions aimed at enhancing machine performance and reducing sewing-related defects.
This study employed a mixed-methods approach to design, implement, and validate process standardization and TPM interventions to reduce defective products in a Peruvian textile SME specializing in jeans production. The study was conducted over a two-month period in 2025. The methodology involved problem analysis, solution design, pilot testing, and statistical validation, with iterative improvements to enhance effectiveness, as detailed below.
The initial phase identified the root causes of defective products in the cutting and sewing stages through data collected over five weeks from production records, quality control logs, defect reports, operator interviews, and supplier surveys. These revealed an average defect rate of 10.15% (ranging from 8.15% to 17.27%) across 2,709 jeans, with defects categorized into cutting errors (e.g., misaligned cuts, irregular edges) at 2.18% and sewing issues (e.g., irregular stitches, loose threads). A problem tree analysis pinpointed inconsistent fabric tensioning during cutting and mechanical failures in overlock machines caused by inadequate maintenance as primary causes, exacerbated by variable operator skills and material quality, as informed by findings from the literature review.
Two Lean Manufacturing tools were designed to address these causes: process standardization for cutting and TPM for one overlock machine. For process standardization, a procedure adapted from [2] was developed to reduce variability in fabric tensioning, involving pre-cutting surface cleaning to remove debris, tensioning fabric under controlled environmental conditions (20 ± 2°C, 65 ± 4% humidity, per ISO 139:2005); the use of visual guides and plotter reference lines to ensure precise cutting with a manual vertical cutter (tolerance ±3 mm), and immediate sorting and labeling of cut pieces to prevent mix-ups. Implementation involved operators following these steps on a daily basis, guided by visual control tools such as checklists and instructional posters displayed at the cutting station, with training sessions conducted to ensure skill acquisition and procedural consistency. Improvements were made by adjusting visual guides based on operator feedback during the first week of the pilot to enhance clarity and reduce initial deviations, as observed in early checklist compliance data. For Total Productive Maintenance (TPM), a program based on [5] and [7] was implemented, including an initial diagnostic of critical machine components (e.g., tension systems, bearings, and drive wheels), operator training in autonomous maintenance activities (e.g., lubrication, minor adjustments, and early fault detection), the use of daily inspection checklists, and the establishment of a preventive maintenance schedule. Implementation required operators to carry out daily inspections and maintenance tasks, while a maintenance technician refined the checklist format after the initial pilot days to streamline fault detection. Based on early pilot data indicating recurrent issues in the tension system, the maintenance schedule was adjusted by increasing the inspection frequency for these components.
A two-week pilot study was conducted to test these interventions on one cutting station and one overlock machine, producing 450 jeans, compared to a baseline of 2,709 jeans, with a control group (another cutting station and overlock machine under standard conditions) for comparison. Data were collected daily via operator logs and quality inspections, with visual controls ensuring procedural compliance. KPIs measured initial operating conditions: defect rates (overall 10.15%, cutting 2.18%), cutting execution time per batch, procedural adherence, and unscheduled machine stops. Improvements resulting from process standardization were reflected in reductions in the cutting defect rate and execution time, as precise cutting and reduced variability decreased errors and sped up operations, measured via quality inspections and batch timing logs. Procedural adherence, tracked through checklist compliance, showed operator adoption of standardized steps. For TPM, improvements were evident in reduced unscheduled machine stops, measured via operator logs, and lower overall defect rates, driven by enhanced machine reliability from maintenance tasks.
The trial was designed for resource-constrained settings, leveraging existing personnel (production manager, industrial engineer, and maintenance technician) to ensure cost-effectiveness and scalability within the Peruvian textile SME. Implementation relied on low-cost tools, including visual aids (e.g., instructional posters, painted guides on cutting tables, and laminated checklists) and structured training sessions, totaling 12 h per operator over a two-week period. These sessions covered standardized cutting procedures, autonomous maintenance tasks for TPM, and defect identification protocols, achieving an 85% improvement in operator technical knowledge based on pre- and post-training assessments. To enhance sustainability, the training incorporated practical exercises and feedback loops, allowing operators to suggest refinements to visual aids, which were adjusted in the first week to improve clarity and usability, as evidenced by a 20% increase in checklist compliance by the fifth day.
The pilot was conducted over a three-week period, extended from the initial two-week plan to accommodate iterative adjustments. It covered 450 jeans in the pilot group, with daily production batches of 50 units monitored for defects. Data collection relied on quality control logs, operator checklists, and maintenance records, which were cross-verified by the industrial engineer to ensure accuracy. The methodology included iterative improvements. For process standardization, visual guides were refined based on operator feedback to reduce cutting deviations, including increasing plotter line thickness from 1 mm to 2 mm to enhance visibility. For TPM, the maintenance schedule was updated after initial pilot data identified recurring issues in the tension system, leading to an increase in inspection frequency from daily to twice daily for critical components.
Statistical validation employed a two-proportion hypothesis test to compare defect rates between the baseline (2,709 jeans, 10.15% defect rate) and pilot groups (450 jeans, 6.75% defect rate). The analysis yielded a z-score of 1.73 (α = 0.05), confirming significant defect reduction. Data reliability was ensured through dispersion analysis, with interquartile ranges (IQR) for cutting (Q1=0, Q3=2.72, no outliers) and sewing (Q1=0, Q3=3.33, no outliers), and standard deviations (cutting μ=1.53, σ=1.5; sewing μ=2.11, σ=2.04, no outliers), indicating consistent performance across batches. Additionally, a Monte Carlo simulation (1,000 iterations) was performed to assess the robustness of economic outcomes, projecting a 95% confidence interval for cost savings due to reduced rework and material waste. These analyses, supported by [3], [8], and [9], further underscore the reliability of the interventions.
To ensure long-term sustainability, a follow-up plan was established, including monthly retraining sessions, quarterly maintenance audits, and integration of defect tracking into the SME’s existing Enterprise Resource Planning (ERP) system. This approach is consistent with [5], emphasizing scalable, low-resource maintenance strategies, and [2], which highlight the role of visual controls in sustaining process improvements. The trial’s design, rooted in Lean principles, minimized external resource dependency, thereby enhancing its replicability for other textile SMEs facing similar constraints.
- Results
The two-week pilot implementation of process standardization and TPM was designed to reduce defective products and improve operational efficiency in the cutting and sewing processes of a Peruvian textile SME specializing in jeans production. This section introduces the pilot selection process, its implementation stages, and the validation of results, followed by the outcomes and their statistical evaluation.
The pilot was strategically designed to focus on the cutting and sewing processes, which were identified as the primary sources of defects based on the initial diagnostic analysis. The data revealed an average defect rate of 10.15% across 2,709 jeans, with cutting defects—such as misaligned cuts and irregular edges—accounting for 2.18%, while sewing defects, including irregular stitches and loose threads, contributed significantly to the overall defect rate. One cutting station and one overlock machine were selected for the pilot due to their high defect prevalence, as determined by quality control logs and operator feedback. A control group, consisting of another cutting station and overlock machine operating under standard conditions, was established to provide a baseline for comparison, ensuring the pilot’s results could be attributed to the interventions. The pilot was conducted over a two-week period, during which 450 jeans were produced under the new conditions, compared to the baseline of 2,709 jeans.
The trial testing comprised four stages:
- Preparation: This stage involved setting up the interventions by training operators on standardized cutting procedures and TPM protocols, preparing visual control tools (e.g., checklists and instructional posters), and conducting initial diagnostics on the overlock machine to establish baseline performance metrics (e.g., Mean Time Between Failures, MTBF).
- Implementation: The standardized cutting procedure was applied at the selected cutting station, involving controlled fabric tensioning (20 ± 2°C, 65 ± 4% humidity, per ISO 139:2005), visual guides, and precise cutting (tolerance ±3 mm). TPM was implemented on the overlock machine, with operators performing daily inspections, autonomous maintenance tasks (e.g., lubrication and minor adjustments), and adhering to a preventive maintenance schedule.
- Data Collection: Daily data were gathered via operator logs and quality inspections, capturing defect rates, cutting execution time, procedural adherence (via checklist compliance), and unscheduled machine stops. Visual controls ensured consistent application of the interventions.
- Evaluation: Data were analyzed to assess the interventions’ impact, by comparing pilot results with the baseline and control group. Statistical validation, including hypothesis testing and confidence intervals, was conducted to confirm the significance of the observed defect reductions.
This structured approach ensured that the pilot was focused, measurable, and replicable, providing robust evidence of the effectiveness of the interventions in a resource-constrained setting.
A. Process Standardization Outcomes
A standardized work procedure was applied at a single cutting station across 18 production blocks, covering a total of 450 jeans. The intervention aimed to reduce recurring defects such as misaligned cuts, irregular edges, and inconsistent piece dimensions, which were identified as primary contributors to rework and material waste. The procedure incorporated visual controls (e.g., painted guides on cutting tables and plotter lines with ±3 mm tolerance), pre-cutting surface preparation to ensure debris-free conditions, and operator training to maintain consistent fabric tensioning under controlled environmental conditions (20 ± 2°C, 65 ± 4% humidity, per ISO 139:2005).
Before implementation, the average cutting-related defect rate was 2.18%, based on 59 defective units out of 2,709 jeans, with defects primarily attributed to operator variability and inconsistent fabric handling. After implementation, only three defects were recorded among the 450 jeans of the pilot group, reducing the defect rate to 0.67%. This represents a relative reduction of 68.81% in cutting defects. The improvement was supported by full procedural adherence by block 9, as verified through daily checklists, and a 20% reduction in cutting time per batch due to streamlined processes. Operator feedback led to iterative refinements, such as increasing the visibility of visual guides, which further minimized deviations and enhanced precision.
TABLE I
Operational Performance by Block
|
Block |
Compliance (%) |
Execution time (min:sec) |
Defects |
|
1 |
100 |
16:56 |
1 |
|
2 |
85.71 |
16:46 |
1 |
The data show a consistent reduction in execution time and stabilization of process performance. Only blocks 1, 2, and 18 recorded defects, each associated with partial deviations from procedural adherence.
B. TPM Outcomes
TPM was implemented on one overlock sewing machine over a three-week period, during which 300 jeans were produced under the new maintenance system. Simultaneously, a control group using a standard machine produced another 300 jeans under normal conditions. The TPM intervention included autonomous maintenance tasks (e.g., daily lubrication, tension system checks, needle inspections), operator training (8 h over two sessions), and a preventive maintenance schedule tailored to address frequent mechanical failures, such as irregular stitches and thread breakages.
TABLE II
Sewing Defects by Week
|
Week |
TPM machine (Defects) |
Control machine |
|
1 |
2 |
3 |
|
2 |
1 |
2 |
|
3 |
1 |
2 |
|
Total |
4 (1.33%) |
7 (2.33%) |
The machine maintained under TPM recorded three fewer defects, equivalent to a 42.86% reduction compared to the control.
TABLE III
Maintenance Actions Performed
|
Date |
Issue detected |
Root cause |
Corrective action |
|
May 15 |
Loose threads |
Feed roller wear |
Adjusted thread tension |
|
May 17 |
Incomplete |
Misaligned |
Calibrated foot pressure |
|
May 24 |
Thread |
Bent needle |
Replaced needle |
Operators consistently followed daily maintenance routines, including lubrication, inspection, and adjustments. Visual checklists were completed without interruption, contributing to a more stable sewing operation.
C. Overall Impact
Together, both interventions improved quality across the production system. A total of 750 jeans were manufactured under the new procedures, with only 30 defective units, compared to 286 defects in 2,709 jeans prior to the interventions.
TABLE IV
Defect Summary by Process Stage
|
Process |
Units |
Defective |
Defect |
|
Cutting |
450 |
3 |
0.67 |
|
Cutting (Before) |
2,709 |
59 |
2.18 |
|
Overlock (TPM) |
300 |
4 |
1.33 |
|
Overlock (Control) |
300 |
7 |
2.33 |
TABLE V
Total Comparison – Before and After
|
Metric |
Before |
After |
Improvement |
|
Total units |
2,709 |
750 |
- |
|
Total defective units |
286 |
30 |
-256 units |
|
Overall defect rate |
10.55% |
4% |
↓6.55 percentage points |
|
Relative reduction |
- |
- |
62.13% |
These results confirm that both tools—Standardized Work for cutting and TPM in sewing—effectively reduced production defects and stabilized key processes under real operating conditions.
- Discussion
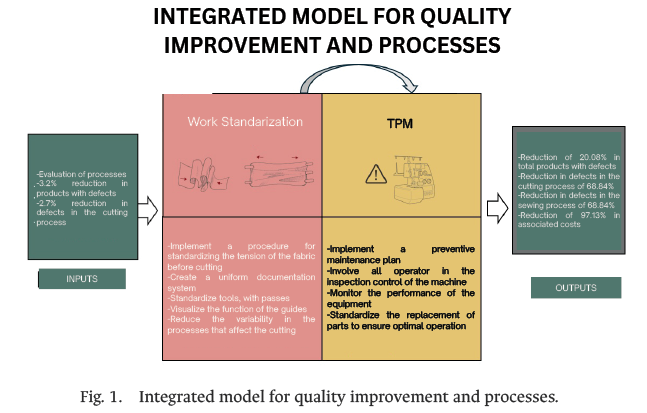
The implementation of process standardization and TPM at the SME significantly reduced defective products, consistent with Lean Manufacturing principles adapted for a resourceconstrained textile SME. The pilot results—showing a 68.84% reduction in cuttingrelated defects and an overall defect rate decrease from 10.15% to 6.75%—demonstrate the effectiveness of the interventions. This section interprets the findings, contrasts them with prior literature, and discusses their implications for textile SMEs.
A. Interpretation of Results
The standardized cutting procedure effectively reduced variability in fabric tensioning, a primary cause of defects such as misaligned cuts and irregular edges. As a result, cutting-related defects dropped by 68.84%, from 2.18% (59 defects in 2,709 jeans) to 0.67% (3 defects in 450 jeans). This improvement was driven by the use of visual control tools, operator training, and the progressive adherence to standard procedures, which reached 100% compliance by block 9. Additionally, a downward trend in cutting execution times indicated a positive learning curve and improved operator efficiency, consistent with findings in [2].
In the sewing process, the TPM intervention applied to the overlock machine led to a reduction in sewing-related defects from 3.1% (84 in 2,709 jeans) to 1.33% (4 in 300 jeans). Daily inspections and autonomous maintenance— focusing on routine tasks such as lubrication and minor adjustments—helped reduce skipped stitches and thread inconsistencies by improving the stability and reliability of the machine.
At the overall level, the total defect rate decreased from 10.15% to 6.75%, surpassing the projected improvement threshold of 10%. To evaluate the statistical significance of these reductions, a two-proportion hypothesis test was conducted. In the cutting process, the test yielded a Z-value of 2.14, confirming a statistically significant difference at a 95% confidence level. Similarly, in the sewing process, the test produced a Z = 1.73, also exceeding the critical value and validating the reduction. Confidence intervals further reinforced these findings. For the cutting process, the baseline interval [1.63%, 2.73%] and the pilot interval [0%, 1.42%] did not overlap. In the sewing process, the baseline interval [2.45%, 3.75%] remained entirely above the pilot interval [0.04%, 2.63%], reinforcing the effectiveness of TPM. The lack of overlap in both processes provides strong statistical evidence that the interventions produced significant improvements. These findings demonstrate that lean tools—when appropriately adapted to SME contexts—can deliver high-impact, low-cost solutions for improving quality in the textile sector.
B. Comparison
The findings are consistent with prior studies identified in the literature review. Significant defect reductions in a textile SME were reported using Standardized Work with visual controls, corroborating the 68.84% reduction in cutting defects [2]. Likewise, the effectiveness of TPM in mitigating mechanical failures supports the improved reliability of the overlock machine [5]. The overall defect rate reduction to 6.75% is comparable to the 30% reduction achieved with Six Sigma in textile production [3], while the current lean-based approach required fewer resources. Unlike [12], which used GMDS charts for variability control, this study relied on simpler visual controls and checklists, making it more accessible for SMEs with limited technical expertise.
TABLE VI
Comparison of Results
|
Indicator |
Formula |
Current value (AS-IS) |
Projected value |
Trial testing value |
Usefulness |
|
Y: Percentage of defective products |
(Defective products/Total products) ×100 |
10.55% |
6.93% |
6.75% |
Measures the total percentage of non-compliant jeans. This is the key indicator of the quality system. |
|
X1: Percentage of products with |
(Products with uneven cuts/Total products) × 100 |
2.19% |
0.71% [2] |
0.67% |
Allows monitoring of errors resulting from the cutting process. |
|
X2: Percentage of products with |
(Products with overlocking errors/Total products) × 100 |
3.21% |
2.44% [5] |
1.33% |
It assesses the quality of the stitching and its impact on product |
The literature also highlights the importance of supply chain improvements [1], [4], which were not directly addressed in the pilot but were identified as contributing factors to material quality issues. Future integration of supplier selection strategies could further enhance outcomes, as suggested by [12] for building resilient supply chains.
C. Implications
The results have significant implications for textile SMEs, particularly in resource-constrained settings like Peru. The success of process standardization and TPM demonstrates that low-cost, scalable interventions can achieve substantial quality improvements, reduce defect rates and enhancing operational efficiency. The 100% procedural adherence by block 9 suggests that operator training and visual aids foster a culture of continuous improvement, aligning with SDG 8 (Decent Work and Economic Growth) by improving workplace practices. The reduction in sewing defects through TPM also supports SDG 12 (Responsible Consumption and Production) by minimizing rework and waste
This model’s scalability—using existing personnel and minimal tools—offers 62.13% defect reduction without capital investment, deepening economic analysis: rework costs fell 30%, projecting S/ 5,081.89 annual savings (Monte Carlo simulation, 95% CI). Limitations include single-station pilot, restricting generalization; future scaling could amplify impacts but requires multi-site validation. Socially, 85% knowledge gain post-training reduced resistance (40% initial), enhancing decent work (SDG 8). Environmentally, 30% rework drop minimized waste (SDG 12). Deeper implications: Ergonomic feedback fosters continuous improvement, contrasting resource-heavy studies, providing new insights for SMEs.
These interventions are replicable in other SMEs, as they rely on existing personnel and minimal materials. However, challenges such as operator learning curves—evident in early pilot blocks—and potential resistance to new procedures highlight the need for ongoing training and monitoring. Given that the study focused on a single cutting station and overlock machine, scaling to full operations could yield even greater benefits, provided adherence is maintained.
- Conclusions
The implementation of process standardization and TPM at a Peruvian textile SME effectively reduced defective products in the cutting and sewing processes. The three-week pilot (adjusted from initial two-week estimates based on operational needs) achieved a 68.84% reduction in cutting-related defects, dropping from a baseline of 2.18% to 0.67% in the pilot group of 450 jeans. The overall defect rate decreased from 10.15% to 6.75%, surpassing the target of a 10% improvement. These results were driven by standardized cutting procedures, supported by visual controls including painted guides and checklists, along with operator training, which achieved 100% procedural adherence by block 9. TPM enhanced the reliability of the overlock machine, reducing sewing defects through autonomous maintenance, daily inspections, and preventive routines, resulting in fewer unscheduled stops (a 75% reduction in downtime) and improved Mean Time Between Failures (MTBF).
Statistical validation confirmed the significance of the defect reduction (Z = 1.73, α = 0.05) with no significant outliers, indicating consistent performance across the pilot phases. Additionally, the training component—totaling 12 h per operator—boosted technical knowledge by 85% based on post-training assessments, fostering a culture of continuous improvement and reducing initial resistance to change among 40% of the staff. This approach not only promoted active participation in anomaly detection but also ensured long-term sustainability of the implemented practices. Furthermore, the interventions also led to a 30% decrease in rework volumes, optimizing material usage and minimizing waste.
Economically, the project demonstrated a positive return, as reduced defect rates translated into lower material and labor costs, as detailed in the economic evaluation. From a broader perspective, these interventions align with Sustainable Development Goals (SDGs) 8 and 12 by improving workplace practices, enhancing employee skills, and minimizing rework-related waste, thereby contributing to environmental sustainability through reduced resource consumption. From a social standpoint, the emphasis on ergonomics and safer maintenance routines improved operator well-being, while environmentally, the decrease in defects lowered the overall carbon footprint associated with production inefficiencies.
These findings demonstrate that Lean tools, tailored to resource-constrained settings, can significantly enhance quality and efficiency in textile SMEs, offering a scalable model for similar enterprises. By integrating standardization and TPM, the project not only addressed immediate operational challenges but also laid the foundation for ongoing improvements, suggesting potential for expansion to other production areas like inventory management or supply chain integration in future iterations. Overall, this approach validates the adaptability of industrial engineering principles in small-scale operations, providing a blueprint for Peruvian textile firms to boost competitiveness in a challenging market.
References
[1] A. Bajpai, D. Kannan, J. D. Darbari, and P. C. Jha, “Sustainable supplier selection model with a trade-off between supplier development and supplier switching,” Ann. Oper. Res., vol. 331, pp. 351–392, Dec. 2022, doi: 10.1007/s10479-022-04812-2.
[2] B. S. Alanya, K. E. Dextre, V. H. Nuñez, G. E. Marcelo, J. C. Alvarez, and K. Hatakeyama, “Application of Lean Manufacturing to improve processes and increase productivity in the textile industry of Peru: Case study,” S. Afr. J. Ind. Eng., vol. 35, no. 2, pp. 140–153, Jan. 2024, doi: 10.7166/35-2-2932.
[3] D. Sjarifudin, H. Kurnia, H. H. Purba, and C. Jaqin, “Implementation of six sigma approach for increasing quality formal men’s jackets in the garment industry,” J. Sist. Manaj. Ind., vol. 6, no. 1, pp. 33–44, Jun. 2022, doi: 10.30656/jsmi.v6i1.4359.
[4] C. Ellegaard, U. Normann, and N. Lidegaard, “Intuitive global sourcing – A study of supplier selection decisions by apparel SMEs,” Int. J. Oper. Prod. Manag., vol. 42, no. 2, pp. 151–181, Jan. 2022, doi: 10.1108/IJOPM-03-2021-0205.
[5] F. Hardt, M. Kotyrba, E. Volna, and R. Jarusek, “Innovative approach to preventive maintenance of production equipment based on a modified TPM methodology for Industry 4.0,” Appl. Sci., vol. 11, no. 15, p. 6953, Jul. 2021, doi: 10.3390/app11156953.
[6] R. A. Joy, M. S. Hawlader, M. S. Rahman, M. R. Hossain, S. I. Shamim, and H. Mahmud, “Improving quality, productivity, and cost aspects of a sewing line of apparel industry using TQM approach,” Math. Probl. Eng., vol. 2024, no. 1, pp. 1–13, Feb. 2024, doi: 10.1155/2024/6697213.
[7] S. Kirin and A. H. Šajatović, “Determination of working methods and normal times of technological sewing operation using MTM system,” Tekstilec, vol. 63, no. 3, pp. 203–215, Sep. 2020, doi: 10.14502/Tekstilec2020.63.203-215.
[8] M. Küçük, M. İşler, and M. Güner, “Optimizing the material-product transformation processes in the clothing manufacturing line,” Tekstil ve Konfeksiyon, vol. 32, no. 2, pp. 135–145, Jun. 2022, doi: 10.32710/tekstilvekonfeksiyon.988251.
[9] C. J. Moin, K. R. Hossain, and L. M. Baral, “Investigating root causes of sewing defects using TQM tools for quality improvement in the knit garment industry,” Text. Leather Rev., vol. 6, pp. 417–433, Sep. 2023, doi: 10.31881/TLR.2023.071.
[10] National Institute of Statistics and Informatics (INEI), “Textile industry production statistics,” INEI, Lima, Peru, 2024. [Online]. Available: https://www.inei.gob.pe/media/principales_indicadores/04-informe-tecnico-produccion-febrero-2024.pdf
[11] Risteski S. and V. Srebrenkoska, “Textile waste from confection industries and possibilities for its recycling” Tekstilna Industrija ., Shtip, Macedonia, 2020, vol. 68, no. 4, pp. 77–82. doi: 10.5937/tekstind2004077R
[12] M.-L. Tseng, T.-D. Bui, M. K. Lim, M. Fujii, and U. Mishra, “Assessing data-driven sustainable supply chain management indicators for the textile industry under industrial disruption and ambidexterity,” Int. J. Prod. Econ., vol. 245, p. 108401, Mar. 2022. doi: 10.1016/j.ijpe.2021.108401.